

Розробка конструкції модельного комплекту
Конструкція модельного комплекту розробляється на підставі технологічних вказівок, нанесених на креслення деталі.
Необхідно визначити матеріал модельного комплекту, спосіб кріплення і центрівки на підмодельній плиті, передбачити ливарні нахили на вертикальних поверхнях моделі. Розміри модельного комплекту виконувати з урахуванням припусків на механічну обробку і усадки сплаву відливки. Конструкція стержневих ящиків визначається конфігурацією і масою стержня, типом виробництва і способом виготовлення стержня. Визначити товщину стінок моделей і стержневих ящиків, кількість і товщину ребер жорсткості. Приклади розробки конструкції моделей та їх монтажу на підмодельній плиті та конструкції стержневих ящиків наведені на рис.34 та рис.35.
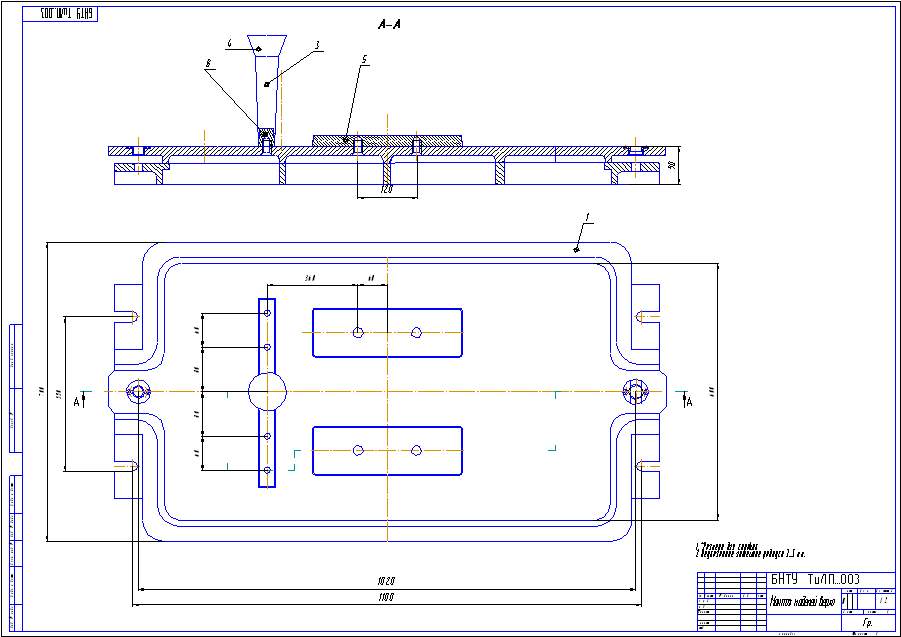
Рисунок 34. Монтаж моделей верху на підмодельній плиті.
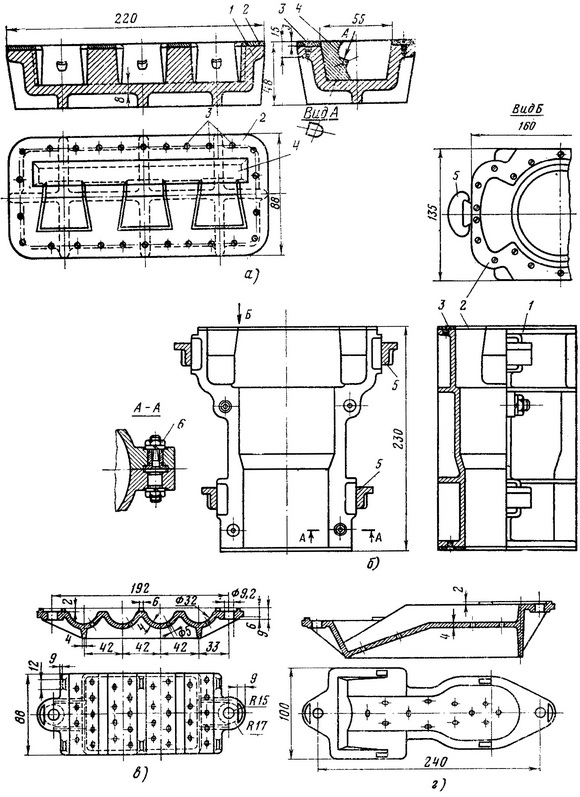
Рисунок 35. Конструкції стержневих ящиків: а – нероз’ємний (витряхний ящик), б – роз’ємний; 1 — корпус, 2 — стальні пластини (броня), 3 — гвинт, 4 — вкладиш (від’ємна частина), 5 — кріпильна скоба, 6 — вузол з’єднання.
Розробка технологічних карт
Технологічна карта на виготовлення відливки заповнюється таким чином.
Сторінка 1.
Заповнюються графи:
найменування деталі (наприклад, «Кришка»);
найменування матеріалу деталі (наприклад, СЧ20 ГОСТ 1412);
МД – маса деталі, кг;
МО – маса відливки, кг (МО = МД + припуски і отвори, що не відливаються);
МЛСО – маса ливникової системи відливки, кг;
МЖМО – маса рідкого металу відливки, кг (МЖМО = МО + МЛСО);
МЖМФ – маса рідкого металу форми, кг (враховується кількість відливок у формі);
МЗФ – маса залитої форми, кг (МЗФ = МЖМФ + маса складеної форми);
КВГ – коефіцієнт виходу придатного, %;
габарити відливки, мм (наприклад, 120х200х83);
спосіб формовки (наприклад, автоматична лінія Л22821);
кількість: ст. – стержнів, ся – стержневих ящиків;
кріплення форми – вказується спосіб кріплення або маса вантажу, кг;
дані по опоці:
Найм.
L
B
H
Маса
верху
500
400
150
36
низу
500
400
150
36
розміри моделі:
Найм.
L
B
H
Матеріал
ПМ/в
170,1
202
91,1
АЛ4 ГОСТ2685
ПМ/н
150
140,8
30,3
клас: пр. – міцності (наприклад, 1), точн. – точності (1);
усадка:
L
B
H
1
1
1
модельний комплект: ПМ/в – кільк. – 2, ПМ/н – кільк. – 2, стержневий ящик – кільк. – 1, моделі ливникової системи – кільк. – 1;
формувальна суміш: номер, маса, кг;
ливникова система – вказується площа перерізу, см2 та кількість (наприклад, стояк – 2,6, ШУ – 2,5, кільк. – 1, живильник – 0,58, кільк. – 2, випор -, чаша – воронка № 1);
шихта : номер;
заливка: т-ра металу, оС (наприклад, 1320-1400), ЕК – ємкість ковша, кг (наприклад, 100), час заливки (наприклад, 8 с), час витримки (наприклад, 0,27-0,38 год);
вид очистки (наприклад, дробеметний барабан мод.42322М);
термічна обробка (наприклад, відпал при t=600оС, τ=21,3 год).
Сторінка 2.
Заповнюються графи:
стержні: номер ст. (наприклад, 1), ся (1), розміри,мм (наприклад, 150х140х100), тип суміші (наприклад, по оснащенню, що нагрівається), спосіб виготовлення (наприклад, піскодувний автомат мод.23223А2А), маса, кг (наприклад, 1,96);
стержневі ящики: матеріал (наприклад, СЧ20 ГОСТ 1412), конструкція (наприклад, горизонтальний роз’єм), розміри L, мм (наприклад, 190), B, мм (180), H, мм (120), кількість гнізд (наприклад, 1).
Контрольні питання:
Від чого залежить вибір способу литва для даної відливки?
В якій послідовності розробляють технологічний процес виготовлення відливки?
Які вимоги висуваються до конструкції відливки?
Які Ви знаєте правила вибору положення відливки у формі?
Як правильно вибрати поверхню роз’єму форми?
Як позначається на кресленні відливки роз’єм моделі і форми, положення відливки при заливці, припуски на механічну обробку та їх величина, отвори, що не виконуються литвом, стержні, стержневі знаки та їх розміри, напрямок набивки стержня, роз’єм стержневого ящика, ливникову систему та перерізи всіх її елементів?
Як визначають розміри опок?
Що включає в себе розробка конструкції модельного комплекту?
Як правильно заповнювати технологічні карти на виготовлення відливки?