

Розділ 4 Основи проектування ливарної технології
Конструювання відливок.
Нанесення технологічних вказівок на креслення деталі.
Визначення розмірів опок.
Розробка конструкції модельного комплекту.
Розробка технологічних карт.
Конструювання відливок
Основна задача при проектуванні ливарної технології – вибір способу литва для даної відливки в залежності від конструкції, форми, розмірів, маси, матеріалу відливки, серійності виробництва, економічної доцільності і технічних умов даного підприємства, забезпечення необхідних експлуатаційних якостей відливок, отримання відливок без дефектів при мінімальній трудомісткості.
Після вибору способу литва розробляють технологічний процес виготовлення відливки в такій послідовності:
Визначити лінію роз’єму моделі і форми і положення відливки у формі.
Визначити припуски на механічну обробку.
Визначити кількість стержнів і способи установки їх у форму.
Визначити кількості відливок у формі і розмірів опок.
Вибрати конструкцію ливникової системи і розрахувати її.
Вибрати спосіб виготовлення форм і стержнів.
Вибрати формувальні і стержневі суміші.
Визначити підйомну силу на верхню півформу і спосіб скріплення півформ перед заливкою.
Визначити хімічний склад сплаву, вибрати плавильний агрегат, розрахувати шихту, температуру заливки, ємкість заливального ковша.
Визначити спосіб вибивки форм, видалення стержнів, очистки і обрубки відливок.
Вибір і призначення режиму термічної обробки відливок.
Вимоги до конструкції відливок:
Відливка повинна бути компактною, не мати великих виступаючих частин, які ускладнюють і здорожують модельний комплект, збільшують габарити опок.
Бобишки, приливи виконувати так, щоб вони не ускладнювали виймання моделі з форми (рис.22).
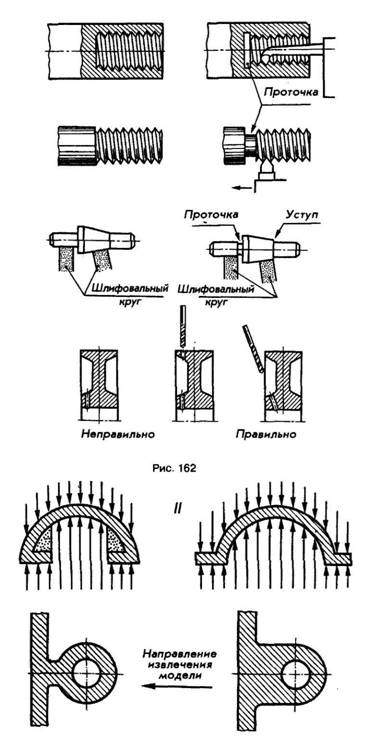
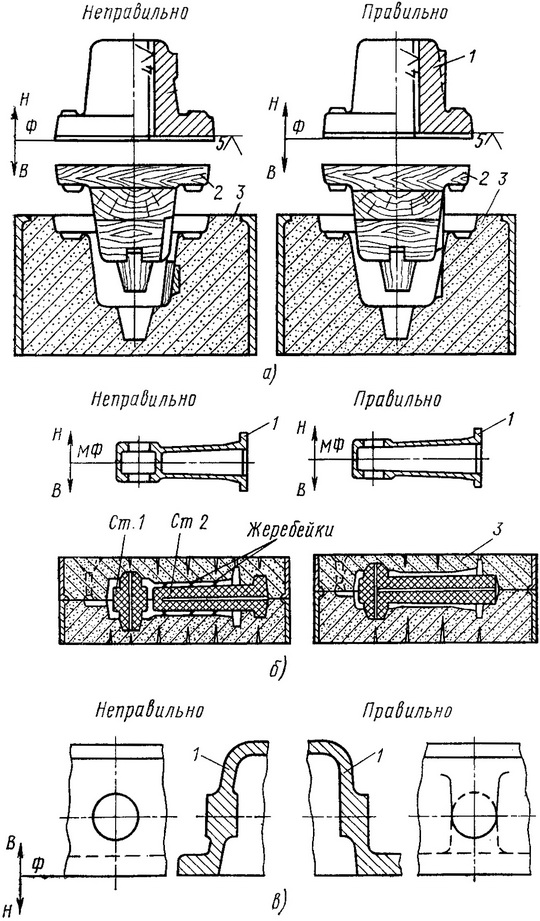
Рисунок 22. Конструкція відливки: зліва – нетехнологічно, справа – технологічно.
Конструкція відливки повинна забезпечувати простоту виготовлення і складання форм і модельного комплекту (рис.23); лінію роз’єму бажано виконувати плоскою; крупні складні деталі доцільно розділяти на прості частини, потім з’єднувати зварюванням або болтами.

Рисунок 23. Призначення лінії роз’єму: уверху – неправильно (уступ проходить вище лінії роз’єму, ускладнюється виготовлення моделі), внизу – правильно (уступ проходить по лінії роз’єму, спрощується виготовлення моделі).
Внутрішні порожнини повинні мати просту конфігурацію і забезпечувати стійке положення стержнів у формі і надійний вихід газів; установка стержнів на жеребейки небажана, оскільки вони можуть не зваритися з металом відливки (рис.24).
Рисунок 24. Конструкція стержнів: зліва – неправильно, справа – правильно.
Відливка повинна по можливості мати рівномірну товщину стінок, не мати гострих кутів і різких переходів від товстих стінок до тонких; на переходах виконують радіуси і нахили (рис.25).
Відсутність великих місцевих потовщень стінок відливки.
Необхідно враховувати ливарні властивості сплаву (рідкотекучість, усадку, схильність до утворення тріщин тощо).
Забезпечувати зручність очистки і обрубки після вибивки.
Зручне розташування базових поверхонь для обробки різанням.
Маса відливки повинна бути мінімальною для економії металу.
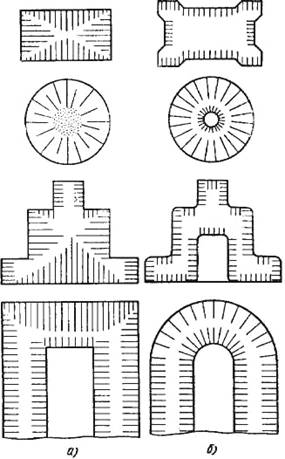
Рисунок 25. Неправильна (а) і правильна (б) конструкція відливки.
Правила вибору положення відливки у формі:
Найвідповідальніші частини відливки розташовують в нижній частині форми, оскільки метал в них виходить щільнішим.
Розташування відливки повинно забезпечити направлене твердіння металу.
Оброблювані поверхні слід розташовувати внизу, вертикально або похило.
Поверхні відливки, що служать базою при обробці різанням, слід розташовувати в одній пів формі.
Правила вибору поверхні роз’єму форми:
Всю відливку бажано розташовувати в одній (переважно нижній) півформі, що виключає перекіс.
Поверхню роз’єму моделі і форми бажано мати тільки одну, плоску, горизонтальну, зручну для формовки і складання.
Форма повинна мати мінімальну кількість стержнів, доступних для контролю; по можливості стержні слід заміняти піщаними болванами (болван – виступаюча частина форми, що утворює у відливці порожнини і заглиблення) (рис.26). При Н ≤ 0,3D болван розташовують у верхній півформі, при Н ≤ D – у нижній півформі, при більших відношеннях Н/ D застосовують стержні (Н – висота болвану, D – діаметр болвану).

Рисунок 26. Піщаний болван у верхній півформі.
Поверхня роз’єму повинна забезпечувати вільне виймання моделі з форми і зручність установки стержнів.