

Основные части и узлы токарного станка
Токарные станки предназначены для получения из заготовок различных деталей, имеющих форму тел вращения. Если на станке имеется устройство для нарезания резьбы, то такой станок называется токарно-винторезным.
На рис. 3 изображен общий вид токарно-винторезного станка модели 1К62, указаны основные части, узлы и органы управления.
Станина 4 — массивное чугунное основание, на котором смонтированы все основные узлы станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым могут перемещаться подвижные узлы станка. Сталина установлена на двух тумбах.
Передняя бабка 1 — чугунная коробка, внутри которой расположен главный рабочий орган станка — шпиндель представляющий собой пустотелый вал, на правом конце которого крепятся приспособления, зажимающие заготовку, например патрон.
1
2
3
5
7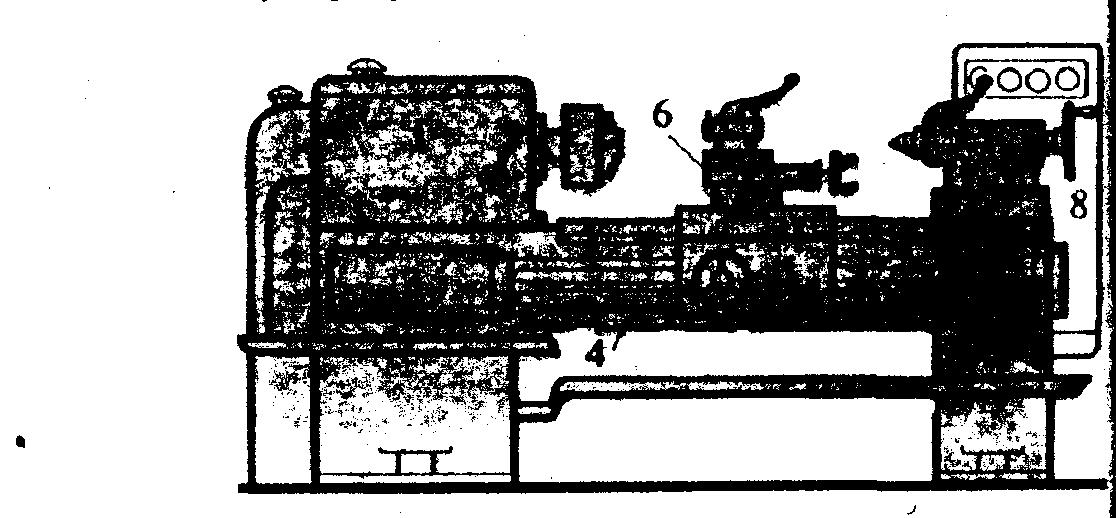
Рис.3. Токарно-винторезный станок 1К62:
1 передняя бабка с коробкой скоростей, 2 — гитара сменных колес,
З — коробка подач, 4 — станина, 5 — фартук, б — суппорт, 7— задняя бабка,
8— шкаф с электрооборудованием
Шпиндель получает вращение от расположенного в левой тумбе электродвигателя через клиноременную передачу и систему зубчатых колес и муфт, размещенных внутри передней бабки. Механизм (т. е. система зубчатых колес и муфт), который позволяет изменять числа оборотов шпинделя, называют коробкой скоростей.
Суппорт б — устройство для закрепления резца, обеспечения движения подачи, т. е. перемещения резца в различных направлениях. Движения подачи могут осуществляться вручную и механически. Механическое движение подачи суппорт получает от ходового винта и ходового вала.
Фартук 5 — система механизмов, преобразующих вращательное движение ходового винта и ходового вала в прямолинейное движение суппорта.
Коробка подач З — механизм, передающий вращение ходовому винту и ходовому валу и изменяющий величину подачи. Вращательное движение в коробку подач передается от шпинделя с помощью реверсивного механизма и гитары со сменными зубчатыми колесами.
Гитара 2 предназначается для настройки станка на требуемую подачу подбором соответствующих сменных зубчатых колес.
Задняя бабка 7 предназначена для поддерживания правого конца длинных заготовок в процессе обработки, а также закрепления сверл, зенкеров и разверток.
Электропривод станка получает электроэнергию от сети промышленного тока. Общее включение станка производится пакетным выключателем, расположенным на специальном щите. Электрооборудование станка размещается в шкафу 8.
Включение и выключение электродвигателя, пуск и остановка станка, управление механизмами станка осуществляют соответствующими кнопками, рукоятками, маховичками. В качестве режущего инструмента при работе на токарно-винторезном станке используют различные типы резцов, а также сверла, зенкеры, развертки, метчики, плашки.
При работе на токарном станке применяют различные приспособления для закрепления заготовки: различной конструкции патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки. К станку прилагается комплект ключей и других принадлежностей. Для контроля точности обработки токарь использует штангенциркули, микрометры, предельные калибры, шаблоны, угломеры и другие измерительные инструменты.
Более подробные сведения о станке, режущих и измерительных инструментах и приспособлениях приведены в последующих главах книги.