

Основные узлы и детали червячных машин – червяки, цилиндры.
Равномерность подачи материала в загрузочное окно цилиндра экструдера – непременное условие отсутствия пульсаций производительности.
М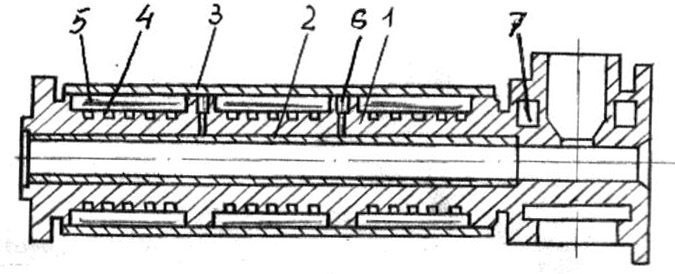 атериальный
цилиндр
(рис. 75) одночервячных экструдеров
выполняется как единое целое. Если
делают пазы в зоне загрузки, цилиндры
делают составными. Толщина стенки
цилиндра должна быть достаточной, чтобы
выдерживать давление расплава до 60 МПа.
При работе экструдеров рабочая поверхность
цилиндров изнашивается, особенно при
переработке термопластов с минеральными
наполнителями. Для увеличения срока
службы цилиндра в него вставляют
тонкостенную втулку 2 (рис. 75) из
высококачественной стали, рабочую
поверхность азотируют до HRA
82÷86 единиц.
атериальный
цилиндр
(рис. 75) одночервячных экструдеров
выполняется как единое целое. Если
делают пазы в зоне загрузки, цилиндры
делают составными. Толщина стенки
цилиндра должна быть достаточной, чтобы
выдерживать давление расплава до 60 МПа.
При работе экструдеров рабочая поверхность
цилиндров изнашивается, особенно при
переработке термопластов с минеральными
наполнителями. Для увеличения срока
службы цилиндра в него вставляют
тонкостенную втулку 2 (рис. 75) из
высококачественной стали, рабочую
поверхность азотируют до HRA
82÷86 единиц.
При необходимости отвода тепла от цилиндра на его поверхности нарезают винтовые канавки 4 по зонам и укладывают в них медные трубки, которые затем провальцовывают заподлицо с наружной поверхностью цилиндра. На наружной поверхности цилиндра, сверху трубок устанавливают электронагреватели 5. Для каждой зоны цилиндра сверлится по одному несквозному отверстию 6 для установки термопар (хромель-копелевые). Загрузочное окно цилиндров должно иметь каналы 7 для циркуляции воды, чтобы предотвратить налипание гранул материала на стенки окна. Оба конца цилиндра имеют фланцы для крепления узла упорного подшипника и формующей головки.
С
 оединение
головки с цилиндром может осуществляться
по одному из следующих способов:
оединение
головки с цилиндром может осуществляться
по одному из следующих способов:
- фланцевое крепление болтами рис. 76, а (1-фланец экструдера; 2-фланец головки; 3-болт; 4-решетка с пакетом сеток; 5-зажимное кольцо; 6-червяк; 7-втулка крепления фильтра)
- фланцевое крепление откидными болтами рис. 75, б (позиции теже, что и для рис а)


- крепление стяжными хомутами рис. 76, в (3,8-нижняя и верхняя половины хомута соответственно, остальные позиции теже, что и для рис а)
- байонетно-резьбовой затвор рис. 76, г (1-резьбовое кольцо; 2-цилиндр экструдера; 3-упорное кольцо на корпусе головки; остальные позиции теже, что и для рис а).
Червяки состоят из двух частей рабочей – нарезной и хвостовой. Конструкция рабочей части зависит от технических операций выполняемых на экструдере, и должна обеспечивать оптимальные условия протекания в канале нарезки процессов, совокупность которых составляет сущность данной технологической операции.
Хвостовая часть должна обеспечивать передачу крутящего момента на червяк; передачу осевого усилия с червяка на упорный подшипник; подачу и отвод термостатирующей жидкости, циркулирующей в центральном осевом отверстии червяка; попадание обрабатываемого полимера из зоны питания червяка в полость упорного подшипника.
Пластикация термопластов в пленочном режиме обеспечивает наибольшую интенсивность плавления и, следовательно, завершение перевода в вязкотекучее состояние на относительно малой длине червяка. Нагрев и плавление в этом режиме осуществляется преимущественно за счет диссипативных тепловыделений в области пленки, причем интенсивность тепловыделений пропорциональна квадрату скорости сдвига γ в этой области.
Если же твердая область разрушается на крупные агломераты и смешивается с областью расплава, то интенсивность их плавления резко снижается, так как скорость сдвига γ=V/H и, следовательно, интенсивность тепловыделений в этой области намного ниже. По этой причине традиционная конструкция рабочей области червяков преследует цель в максимальной степени сохранить пленочный режим пластикации.
Пленочный режим плавления будет сохраняться у материалов, имеющих широкий температурный интервал высокоэластического состояния при повышенной деформативности и повышенной когезии (слипаемости) в этом состоянии, а также обладающих высокой вязкостью в вязкотекучем состоянии. Лишь очень немногие материалы отвечают этим требованиям. По этой причине стремятся к тому, чтобы сама конструкция способствовала соблюдению условий сохранения пленочного режима. Например, стремятся к тому, чтобы область, оплавляющаяся сверху и уменьшающаяся по этой причине по высоте, постоянно поджималась к цилиндру; в связи с этим глубину канала Н в зоне пластикации делают постоянно уменьшающейся. Таким образом, уменьшение глубины канала служит не только для уплотнения рыхлого материала области с целью удаления из него воздуха, но и для сохранения пленочного режима.
Зона питания канала, как правило, выполняется с постоянной глубиной. Длина этой зоны составляет (4÷6)D, включая тот участок канала, который расположен под загрузочным окном. Анализ напорно-расходовой характеристики зоны питания показывает, что при коэффициенте трения полимера по стали f=0,3÷0,5 оптимальным (с точки зрения максимальной производительности) является угол подъема винтовой нарезки φ=(17÷24)°. Этим значениям φ соответствует шаг нарезки t=(1,0÷1,5)D. Глубину канала в зоне питания обычно принимают равной (0,l÷0,2)D, причем меньшие значения соответствуют червякам большего диаметра, а в зоне загрузки (0,12÷0,16)D.
Ширина гребня нарезки е обычно принимается от 0,08 до 0,12 D. Увеличение этого параметра приводит к возрастанию мощности, расходуемой на сдвиг расплава в зазоре между гребнем и цилиндром, уменьшение приводит к росту межвитковых утечек.
Величина потока межвитковых утечек пропорциональна третьей степени величины зазора между гребнем и цилиндром. По этой причине, если цилиндр или гребень достаточно износились, производительность машины резко уменьшается, что особенно проявляется при работе с головками большого гидравлического сопротивления. Новые цилиндр и червяк должны иметь этот зазор в пределах от 0,002D до 0,005D, причем первое значение соответствует большим диаметрам червяка. Меньшие величины зазора нежелательны, так как возможно заедание червяка в цилиндре и задиры их рабочих поверхностей.
Н а
рис. 77 показана конструкция червяка с
постоянным шагом и изменяющимся
межвитковым объемом.
Конец рабочей части К
конический. Хвостовик червяка имеет
шлицы, которые входят в шлицевую втулку
привода. Внутри червяка выполнено
сверление для циркуляции жидкости;
резьба на входе в сверление предназначена
для монтажа трубки, подающей охлаждающую
жидкость. Непосредственно перед рабочей
нарезкой выполнена винтовая нарезка Н
лабиринтного уплотнения, предотвращающая
попадание порошка термопласта (или
пыли, образующейся при трении гранул
во время их транспортирования) в зазор
между цилиндром и хвостовиком и далее
в узел упорного подшипника.
а
рис. 77 показана конструкция червяка с
постоянным шагом и изменяющимся
межвитковым объемом.
Конец рабочей части К
конический. Хвостовик червяка имеет
шлицы, которые входят в шлицевую втулку
привода. Внутри червяка выполнено
сверление для циркуляции жидкости;
резьба на входе в сверление предназначена
для монтажа трубки, подающей охлаждающую
жидкость. Непосредственно перед рабочей
нарезкой выполнена винтовая нарезка Н
лабиринтного уплотнения, предотвращающая
попадание порошка термопласта (или
пыли, образующейся при трении гранул
во время их транспортирования) в зазор
между цилиндром и хвостовиком и далее
в узел упорного подшипника.
Червяки изготавливают из стали 40XH2MA, подвергают азотированию. Достигают при азотировании твердость поверхности HRA 70÷74. После азотирования рабочую поверхность шлифуют или полируют, хвостовик—шлифуют.