30. Типы механизированных приводов. Область применения.
К механизированным приводам относятся: 1.пневмоприводы-предназ. для создан. исходной силы при зажиме заготовки р=0.4-0.6МПа. Типы: по виду пневмодвигателя (с пневматическим цилиндром, с пневмокамерой); по способу компоновки(встроенные, прикрепленные, универсальные); по виду установки(не вращающиеся, вращающиеся, качающиеся). Применяются в массовом крупносерийном производствах 2. Гидравлические приводы-представл. собой независимую установку сос. из электродвигателя, насоса, резервуара для масла, контрольно-регулирующей аппаратуры. В зависимости от назначения и мощности гидропривод может обслуживать 1-о приспсобл., группу из 3-5 приспособл. на нескольких станках, или группу из 25-35 приспобл. установленных на различных станках. Классификация 1(вращающиеся, полостные, поршневые); 2(стационарные, одностороннего действия, двустороннего действ.) 3.Механогидравлические приводы. Прим. в приспособл. треб. больших сил зажима 4.Электромеханические. Прим. на токарно-револьверных, фрезерных, агрегатных станках и атом. линиях. 5. Механические центробежные приводы. Обеспечивают быстрое перемещение зажимных устройств. 6. Вакуумные приводы. Прим при чист обработ нежестких детал 7.Элекртомагнитные и магнитные приводы
31. Пневматические приводы. Область применения.
В массовом и крупносерийном производстве наибольшее применение получили пневматические приводы. Это объеяняется тем, что пневматические приводы приспособлений имеют простую конструкцию, являются быстродействующими просты в управлении, обладают надежностью и сравнительно недорого стоят. Силовые пневматические приводы состоят из пневмодвигателей, пневматической аппаратуры и воздухопроводов. Пневматические силовые приводы разделяют по виду пневмо-двигателя на пневматические цилиндры с поршнем и пневматические камеры с диафрагмами. По способу компоновки с приспособлениями поршневые и диафрагменные пневмоприводы разделяют на встроенные, прикрепляемые и универсальные. Встроенные пневмоприводы размещают в корпусе приспособления и составляют с ним одно целое. Прикрепляемые пневмоприводы устанавливают на корпусе приспособления, соединяют с зажимными устройствами, их можно отсоединять от него и применять на других приспособлениях. Универсальный (приставной) пневмопривод — это специальный пневмоагрегат, применяемый для перемещения зажимных устройств в различных станочных приспособлениях. Пневматические поршневые и диафрагменные пневмодвигатели бывают одно- и двустороннего действия. В пневмодвигателях одностороннего действия рабочий ход поршня со штоком в пневмо-цилиндре или прогиб диафрагмы в пневмокамере производится сжатым воздухом, а обратный ход поршня со штоком или диафрагмы со штоком — под действием пружины, установленной на штоке. Пневмоприводы одностороннего действия применяют в тех случаях, когда при зажиме детали требуется сила, большая, чем при разжиме; пневмоприводы двустороннего действия — когда при зажиме и разжиме детали в приспособлении требуется большая сила например в приспособлениях с самотормозящимися зажимными устройствами. Пневмоприводы по виду установки делятся на невращающиеся и вращающиеся. Невращающиеся пневмоприводы применяют в стационарных приспособлениях, устанавливаемых на столах сверлильных и фрезерных станков, вращающиеся пневмоприводы — для перемещения зажимных устройств вращающихся приспособлений (патроны токарных станков). Пневмоприводы применяют также для зажимных устройств приспособлений, устанавливаемых на непрерывно или периодически вращающихся круглых столах станков. Замена в станочных приспособлениях ручных зажимов механизированными (пневматическими) дает большие преимущества: 1) значительное сокращение времени на зажим и разжим обрабатываемых деталей 2) постоянство силы зажима детали в приспособлении; 3) возможность регулирования силы зажима детали; 4) простота управления зажимными устройствами приспособлений; 5) бесперебойность работы пневмопривода при изменениях температуры воздуха в цехе. Недостатки пневматического привода: 1) нестабильная плавность перемещения рабочих элементов из-за сжимаемости воздуха, особенно при переменной нагрузке; 2) небольшое давление сжатого воздуха в полостях пневмоцилиндра и пневмокамеры (0,39—0,49 МПа (4—5кгс/см2);3) относительно большие размеры пневмоприводов для получения значительных сил на штоке пневмопривода.
 32.
Пневмоцилиндры одностороннего
(а) и двустороннего действия
(б)
32.
Пневмоцилиндры одностороннего
(а) и двустороннего действия
(б)
В
поршневых пневмоприводах
одностороннего действия (рис. V.
1, а)
сжатый
воздух подается только в одну полость
пневмоцилиндра и перемещает поршень
2
со
штоком 4
вправо
при зажиме детали. В
поршневых пневмоприводах двустороннего
действия (рис.
V.1,
б) сжатый воздух поочередно подается в
лолости 1
и 3 пневмоцилиндра
и перемещает поршень 2
со
штоком 4
при
зажиме и разжиме деталей. При расчете
пневмоприводов определяют осевую силу
на штоке поршня,
зависящую от диаметра пневмоцилиндра
и давления сжатого
воздуха в его полостях. Можно по заданной
силе на штоке поршня
и давлению сжатого воздуха определить
диаметр пневмоцилиндра.
В приспособлениях с пневмоприводом
следует определять
время его срабатывания. Расчет осевой
силы Q
на
штоке
поршневого
привода производится по следующим
формулам; для
пневмоцилиндров одностороннего действия
(рис. V.1,
а )
 для пневмоцилиндров двустороннего
действия (рис. V.1,
б) при давлении
сжатого воздуха на поршень в бесштоковой
полости
для пневмоцилиндров двустороннего
действия (рис. V.1,
б) при давлении
сжатого воздуха на поршень в бесштоковой
полости
 и
штоковой полости
Здесь
D
—
диаметр пневмоцилиндра (поршня), см; d
—
диаметр штока поршня, см; р = 0,40 — давление
сжатого воздуха, МПа (р = 4 кгс/см2);
и
штоковой полости
Здесь
D
—
диаметр пневмоцилиндра (поршня), см; d
—
диаметр штока поршня, см; р = 0,40 — давление
сжатого воздуха, МПа (р = 4 кгс/см2);
 =
0,85—0,9 КПД, учитывающий потери в
пневмо-цилиндре; Q1
—
сила сопротивления возвратной пружины
в конце рабочего
хода поршня, Н (кгс). Возвратная
пружина на штоке при ее предельном
сжатии (в конце
рабочего хода поршня) должна оказывать
сопротивление от 5%при
больших до 20% при малых диаметрах
пневмоцилиндра от силы Q
на штоке пневмоцилиндра в момент ' зажима
детали в приспособлении.
Диаметр
пневмоцилиндра двустороннего действия
=
0,85—0,9 КПД, учитывающий потери в
пневмо-цилиндре; Q1
—
сила сопротивления возвратной пружины
в конце рабочего
хода поршня, Н (кгс). Возвратная
пружина на штоке при ее предельном
сжатии (в конце
рабочего хода поршня) должна оказывать
сопротивление от 5%при
больших до 20% при малых диаметрах
пневмоцилиндра от силы Q
на штоке пневмоцилиндра в момент ' зажима
детали в приспособлении.
Диаметр
пневмоцилиндра двустороннего действия
 Найденный
размер диаметра пневмоцилиндра округляют
по нормали
и по принятому диаметру определяют
действительную осевую силу Q
на штоке. Общее
время (с) срабатывания пневмоцилиндра
можно определить
по упрощенной формуле
Найденный
размер диаметра пневмоцилиндра округляют
по нормали
и по принятому диаметру определяют
действительную осевую силу Q
на штоке. Общее
время (с) срабатывания пневмоцилиндра
можно определить
по упрощенной формуле
T2
=

где
D
— диаметр
пневмоцилиндра, см; L
—длина хода поршня, см; do
—диаметр воздуховода, см;
 —скорость перемещения воздуха [
= 180 м/с при p
= 0,49 МПа (5 кгс/см2)].
—скорость перемещения воздуха [
= 180 м/с при p
= 0,49 МПа (5 кгс/см2)].
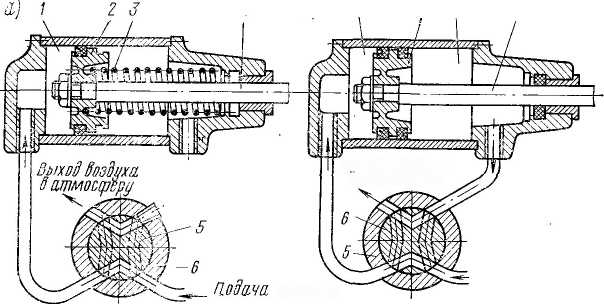
3 3.
Диафрагменные пневмоприводы
(пневмокамеры).
Пневмокаме-ры с упругими диафрагмами
бывают одно- и двустороннего действия.Рис.
типы пневмокамер 1-на и 2-х староннего
действияНа
рис. Приведена пневмокамера старельчатой
диафрагмой. Основными
величинами, определяющими работу
пневмокамеры, являются
сила Q
на штоке и длина рабочего хода штока.
Практически используют не всю длину
рабочего
хода штока диафрагмы, а только часть
ее, чтобы сила на штоке
в конце хода составляла 80—85% силы при
исходном положении
штока.
Приближенно сила Q
на
штоке пневмокамер одностороннего
действия
для тарельчатых (выпуклых) и плоских
диафрагм из прорезиненной
ткани определяется по формулам: в
исходном положении штока
3.
Диафрагменные пневмоприводы
(пневмокамеры).
Пневмокаме-ры с упругими диафрагмами
бывают одно- и двустороннего действия.Рис.
типы пневмокамер 1-на и 2-х староннего
действияНа
рис. Приведена пневмокамера старельчатой
диафрагмой. Основными
величинами, определяющими работу
пневмокамеры, являются
сила Q
на штоке и длина рабочего хода штока.
Практически используют не всю длину
рабочего
хода штока диафрагмы, а только часть
ее, чтобы сила на штоке
в конце хода составляла 80—85% силы при
исходном положении
штока.
Приближенно сила Q
на
штоке пневмокамер одностороннего
действия
для тарельчатых (выпуклых) и плоских
диафрагм из прорезиненной
ткани определяется по формулам: в
исходном положении штока после перемещения штока на длину 0,3D
для тарельчатых и 0,07D
для плоских диафрагм
.
Сила
Q
на
штоке пневмокамеры для плоских резиновых
диафрагм
при подаче сжатого воздуха в бесштоковую
полость: в
начальном положении штока
в
положении штока после перемещения на
длину 0,22D
Оптимальная
длина хода штока пневмокамеры
одностороннего действия
от исходного до конечного положения
штока [см]: для тарельчатой резинотканевой
диафрагмы L=
(0,25-0,35) D;
для
плоской резинотканевой диафрагмы L=
(0,18-0,22) D
Приближенно сила Q
на
штоке диафрагменной пневмокамеры
двустороннего
действия для тарельчатых (выпуклых) и
плоских резинотканевых
диафрагм при подаче сжатого воздуха в
бесшто-ковую
полость определяется по формулам: в
исходном положении штока
после
перемещения штока на длину 0,3D для
тарельчатых и 0,07D
для плоских резинотканевых диафрагм
.
Сила
Q
ка штоке при подаче сжатого воздуха в
штоковую полость:в
исходном положении штока
после
перемещения штока на длину 0,3D для
тарельчатых и 0,071) для плоских резинотканевых
диафрагм
Сила
Q
в штоке пневмокамеры для плоских
резиновых диафрагм
при подаче сжатого воздуха в бесштоковую
полость:
после
перемещения штока на длину 0,22D
Здесь
D
— диаметр диафрагмы внутри пневмокамеры,
см; d
—
диаметр опорного диска диафрагмы,
см; р
—
давление сжатого воздуха, МПа
(кгс/см2);
Q1
—
сопротивление (сила) возвратной пружины
при конечном рабочем положении штока,
Н (кгс); d1
—
диаметр штока,
см. Пневмокамеры
по сравнению с пневмоцилиндрами имеют
ряд преимуществ: 1) более просты по
конструкции и стоят дешевле; 2) требуют
меньшей точности изготовления и чистоты
обрабаты
ваемых поверхностей
деталей; 3) при нормальных условиях
эксплуатации
диафрагменные пневмокамеры выдерживают
до износа 600
000 включений, а уплотнения деталей
пневмоцилиндра — значительно меньше;
4) у пневмокамер одностороннего действия
отсутствует
утечка воздуха, а у пневмокамер
двустороннего действия уплотнение
применяют только на штоке. Недостатками
пневмокамер являются небольшая величина
перемещения
диафрагмы со штоком и уменьшение усилия
на штоке пневмокамеры
при его перемещении из исходного в
конечное положение.
Пневмокамеры
применяют в тех случаях, когда требуется
небольшой
ход штока и небольшая осевая сила на
штоке пневмокамеры
после перемещения штока на длину 0,3D
для тарельчатых и 0,07D
для плоских диафрагм
.
Сила
Q
на
штоке пневмокамеры для плоских резиновых
диафрагм
при подаче сжатого воздуха в бесштоковую
полость: в
начальном положении штока
в
положении штока после перемещения на
длину 0,22D
Оптимальная
длина хода штока пневмокамеры
одностороннего действия
от исходного до конечного положения
штока [см]: для тарельчатой резинотканевой
диафрагмы L=
(0,25-0,35) D;
для
плоской резинотканевой диафрагмы L=
(0,18-0,22) D
Приближенно сила Q
на
штоке диафрагменной пневмокамеры
двустороннего
действия для тарельчатых (выпуклых) и
плоских резинотканевых
диафрагм при подаче сжатого воздуха в
бесшто-ковую
полость определяется по формулам: в
исходном положении штока
после
перемещения штока на длину 0,3D для
тарельчатых и 0,07D
для плоских резинотканевых диафрагм
.
Сила
Q
ка штоке при подаче сжатого воздуха в
штоковую полость:в
исходном положении штока
после
перемещения штока на длину 0,3D для
тарельчатых и 0,071) для плоских резинотканевых
диафрагм
Сила
Q
в штоке пневмокамеры для плоских
резиновых диафрагм
при подаче сжатого воздуха в бесштоковую
полость:
после
перемещения штока на длину 0,22D
Здесь
D
— диаметр диафрагмы внутри пневмокамеры,
см; d
—
диаметр опорного диска диафрагмы,
см; р
—
давление сжатого воздуха, МПа
(кгс/см2);
Q1
—
сопротивление (сила) возвратной пружины
при конечном рабочем положении штока,
Н (кгс); d1
—
диаметр штока,
см. Пневмокамеры
по сравнению с пневмоцилиндрами имеют
ряд преимуществ: 1) более просты по
конструкции и стоят дешевле; 2) требуют
меньшей точности изготовления и чистоты
обрабаты
ваемых поверхностей
деталей; 3) при нормальных условиях
эксплуатации
диафрагменные пневмокамеры выдерживают
до износа 600
000 включений, а уплотнения деталей
пневмоцилиндра — значительно меньше;
4) у пневмокамер одностороннего действия
отсутствует
утечка воздуха, а у пневмокамер
двустороннего действия уплотнение
применяют только на штоке. Недостатками
пневмокамер являются небольшая величина
перемещения
диафрагмы со штоком и уменьшение усилия
на штоке пневмокамеры
при его перемещении из исходного в
конечное положение.
Пневмокамеры
применяют в тех случаях, когда требуется
небольшой
ход штока и небольшая осевая сила на
штоке пневмокамеры
34
Гидравлические приводыГидравлический
привод — это самостоятельная установка,
состоящая
из электродвигателя, рабочего
гидроцилиндра, насоса для подачи
масла в цилиндр, бака для масла, аппаратуры
управления и
регулирования и трубопроводов. В
зависимости от назначения и мощности
гидравлический привод может обслуживать
одно приспособление,
группу из трех—пяти приспособлений на
нескольких станках
или группу из 25—35 приспособлений,
установленных на различных
станках.Масло под давлением поступает
через штуцер 1 в полость А цилиндра
и перемещает поршень 2
со
штоком 4
вправо
в толкающем
и влево в тянущем гидроцилиндрах при
зажиме детали в при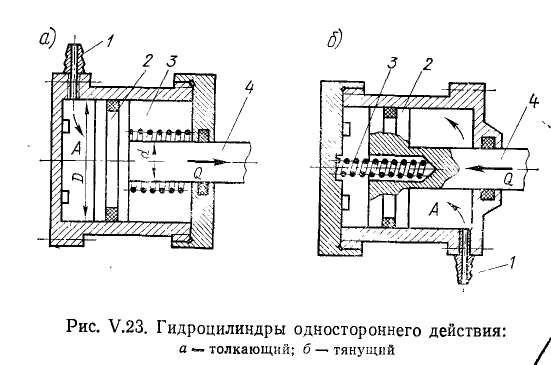 способлении.
Во время разжима детали пружина 3
перемещает
поршень
2
со
штоком 4
влево
в толкающем и вправо в тянущем цилиндрах.
способлении.
Во время разжима детали пружина 3
перемещает
поршень
2
со
штоком 4
влево
в толкающем и вправо в тянущем цилиндрах.
С

 ила
на штоке для гидроцилиндров одностороннего
действия (см.
рис. V.23,
а,
б): толкающих
ила
на штоке для гидроцилиндров одностороннего
действия (см.
рис. V.23,
а,
б): толкающих![]()
Тянущих
По сравнению с пневматическими гидравлические приводы имеют ряд преимуществ: 1) высокое давление масла на поршень гидроцилиндра создает большую осевую силу на штоке поршня; 2) вследствие высокого давления масла в полостях гидроцилиндра можно уменьшить размеры и вес гидроцилиндров; 3) возможность бесступенчатого регулирования сил зажима и скоростей движения поршня со штоком; 4) высокая равномерность перемещения поршня вследствие несжимаемости масла.
К недостаткам гидравлических приводов относятся: сложность гидроустановки и выделение площади для ее размещения; утечки масла, ухудшающие работу гидропривода.
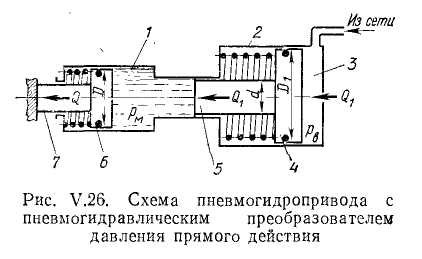
35 Пневмогидравлический привод
Пневмогидравлические приводы применяют для перемещения зажимных устройств приспособлений. Они состоят из преобразователя давления, который соединен с гидроцилиндрами приспособлений, и необходимой аппаратуры.
По виду работы пневмогидроприводы бывают с преобразователями давления прямого действия и с преобразователями давления последовательного действия. Пневмогидравлические приводы питаются сжатым воздухом из цеховой сети через пневматическую аппаратуру под давлением 0,4—0,6 МПа (4—6 кгс/см2) при давлении масла в гидравлической части привода 6—10 МПа (60—100 кгс/см2). Высокое давление масла в пневмогидроприводе создается пневмо-гидравлическими преобразователями прямого или последовательного действия, превращающими давление сжатого воздуха и высокое давление масла.
Пневмогидравлические приводы, сочетающие в себе простоту конструкции пневматических с преимуществами гидравлических приводов, обеспечивают быстроту перемещения зажимных устройств, небольшие габариты конструкции, создание больших сил зажима, сравнительно небольшую стоимость. Пневмогидроприводы применяют для зажима деталей в одно-, многоместных и многопозиционных приспособлениях (в серийном производстве).
Пневмогидравлический привод с преобразователем давления прямого действия. Принципиальная схема работы такого привода (рис. V.26) основана на непосредственном преобразовании давления сжатого воздуха в высокое давление масла.
Пневмогидропривод состоит из пневмоцилиндра 2 одностороннего действия с поршнем 4 и гидравлического цилиндра / одностороннего действия с поршнем 6. Сжатый воздух поступает из воздушной сети через распределительный кран в бесштоковую по-пость 3 пневмоцилиндра 2 и перемещает поршень 4 со штоком 5 влево. Шток 5 давит на масло, которое перемещает ч гидроцилиндре 1 поршень 6 со штоком 7 влево. При этом шток 7 через проме жуточные звенья перемещает зажимные устройства приспособления при зажиме детали. При разжиме детали поршни 4, 6 со штоками, пружинами перемещаются вправо.