6. Кинематическая схема станка
При подключении к электрической сети ток проходит по проводам к электромагнитной катушке, в ней возникает электромагнитное поле.
 Магниты,
размещенные по периметру пилы, имеют
свое магнитное поле, которое при
подключении сети начинает взаимодействовать
с электромагнитным полем катушки.
Физическая природа этих полей такова,
что они начинают отталкиваться друг от
друга, приводя в движение пилу. Тем самым
совершается пиление заготовки.
Магниты,
размещенные по периметру пилы, имеют
свое магнитное поле, которое при
подключении сети начинает взаимодействовать
с электромагнитным полем катушки.
Физическая природа этих полей такова,
что они начинают отталкиваться друг от
друга, приводя в движение пилу. Тем самым
совершается пиление заготовки.
Кинематика механизма подачи станков ЦДК-4 показана на рис.4,в.
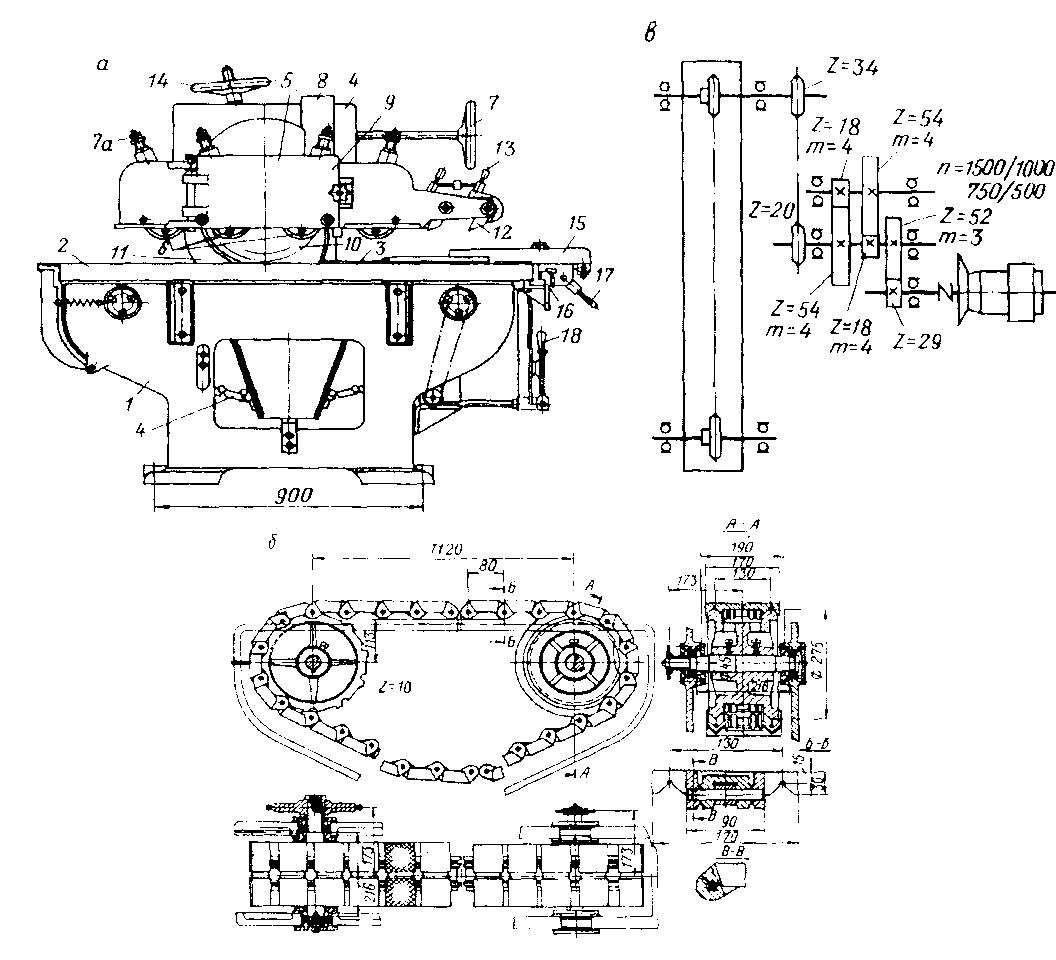
Рис.4 Прирезной станок с конвейерно-гусеничной подачей:
а – общий вид модели ЦДК-4, б – гусеничный конвейер, в – кинематичес
кая схема.
Движение начинается с электродвигателя. Двигатель привода здесь четырёхскоростной. Станок имеет четыре скорости подачи от 15 до 45 м/мин. У других моделей четыре скорости подачи сообщаются двухскоростным электродвигателем и подвижным блоком шестерён. Затем посредством муфты приводятся в движение три последовательно расположенные зубчатые передачи. Зубчатая передача приводит в движение цепную передачу, которая непосредственно приводит в движение гусеничный конвейер.
Конвейерно-гусеничная цепь (рис.4,б) имеет гусеницы шириной до 200 мм и шаг около 80-100 мм. На рабочей поверхности гусениц нанесено сеточное рифление, а в средней части выбран паз шириной 5 мм и глубиной 3-5 мм для входа в него вершин зубьев пилы, чтобы обеспечивалось полное распиливание по всей высоте заготовки. Этот паз отсутствует у гусениц многопильных станков.
Нижние поверхности гусениц несут шлифованные угловые пазы, которыми они точно базируются на направляющих. Ныряющие под пилу гусеницы у многопильных станков имеют в этой зоне боковые направляющие, что обеспечивает движение конвейера по дуге на глубину до 3-5 мм.
7. Экономические и маркетинговые предпосылки
 Оценка
условий выполнения проектных решений
заключаются в выборе вида конструкций.
В конкурентной борьбе выигрывает тот,
кто сможет занять на рынке устойчивое
положение и обеспечить стабильную и
максимальную прибыль.
Производство станков данного типа
сложно отнести к конкуренции качества,
где покупателям предлагается оборудование
по той же цене, что и у других предприятий,
но более высокого качества или надежности.
Оценка
условий выполнения проектных решений
заключаются в выборе вида конструкций.
В конкурентной борьбе выигрывает тот,
кто сможет занять на рынке устойчивое
положение и обеспечить стабильную и
максимальную прибыль.
Производство станков данного типа
сложно отнести к конкуренции качества,
где покупателям предлагается оборудование
по той же цене, что и у других предприятий,
но более высокого качества или надежности.
Оценка экономической эффективности заключается в том, что при конкуренции качественный эффект прежде всего получают потребители. Повышение качества изготовления стайка, а значит экономию денежных средств на потребление аналогичного оборудования в течение всего срока эксплуатации станка. Станок высокого качества позволяет выполнить на нем обработку детали на более качественном уровне.