

Деформируемые алюминиевые сплавы, упрочняемые термообработкой
Дуралюмины (Д1, Д3, Д6, Д16 и т.п.) – сплавы системы Al-Cu. Основным легирующим элементом является медь. Сплав Д1 содержит 3,8…4,8%Cu, 0,5…1,5% магния, ~0,5% марганца. Согласно диаграмме Al-Cu (рис. 46) в сплавах образуются следующие фазы:
α – твердый раствор меди в алюминии, максимальная растворимость Cu в Al составляет 5,7%;
θ –твердый раствор на основе химического соединения СuAl2, содержащего 54,1%Cu.
Структура сплава Д1 в равновесном состоянии (после литья) α + θII, причем частицы θII располагаются по границам зерен и охрупчивают сплав (рис. 47 а).
Рис. 46. Диаграмма состояния Al – Cu
Для упрочнения дуралюминов проводится термическая обработка: закалка + старение. Закалка заключается в нагреве до температуры ~ 500°С, при которой хрупкая избыточная θII-фаза полностью растворяется в α-твердом растворе, быстрое охлаждение фиксирует структуру пересыщенного твердого раствора меди в алюминии (рис. 47б, 48 а).
а) б) в)
Рис. 47. Микроструктуры дуралюмина: а – после литья (α + θII), б – после закалки (α – твердый раствор), в – после закалки и старения
Для повышения прочности закаленного сплава проводят старение. Старение – это упрочнение закаленного сплава за счет распада пересыщенного твердого раствора и выделения избыточных вторичных фаз в мелкодисперсном виде (дисперсионное твердение).
Естественное старение заключается в выдержке закаленного сплава при комнатной температуре 5…7 суток. Искусственное старение заключается в выдержке при повышенной температуре 100…200°С в течение 10…24 часов.
Задача: Улучшаемая сталь Хромомарганцевая 40ХГТ Основная термообработка: улучшение (закалка + высокий отпуск). Структура: зернистый сорбит, который оптимально сочетает высокую прочность с высокой ударной вязкостью и выносливостью. Для малонагруженных деталей вместо улучшения проводится нормализация. Для деталей, работающих в условиях повышенного износа, после улучшения или нормализации проводят поверхностную закалку ТВЧ или азотирование.
Билет №24
Методы определения твердости материалов
Твердость – свойство металла сопротивляться пластической деформации при внедрении в его поверхность твердого тела – индентора.
Твердость по Бринеллю. Индентор – стальной шарик диаметром от 2,5 до 10 мм. Нагрузка – 2500..30000Н. После снятия нагрузки остается отпечаток (лунка) диаметром d (рис.8а). Твердость определяется как отношение нагрузки Р к площади отпечатка: НВ=Р/FОТП (МПа). Обычно твердость определяют по таблицам. Способ Бринелля применяют для металлов малой и средней твердости – до 450 НВ.
а)
б)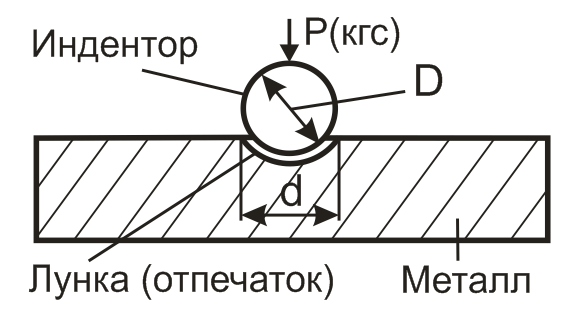
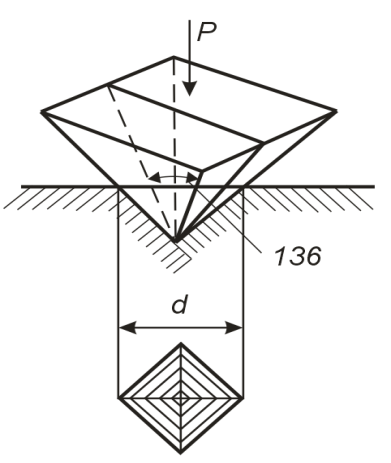
Рис.8. Схема определения твердости: а) - по Бринеллю; б) - по Виккерсу.
Твердость по Виккерсу. Индентор – четырехгранная алмазная пирамида с углом при вершине 136°, нагрузка Р – 10..1000 Н (Рис.8б). Твердость рассчитывают по среднему арифметическому диагоналей отпечатка d (мм) по формуле: НV= 0,189 Р/d2 (МПа) или определяют по таблицам. Метод применяют для деталей малых сечений и тонких поверхностных слоев, имеющих высокую твердость.
Твердость по Роквеллу. Метод универсален и прост. Прибор имеет шкалы А,В,С. Твердость – величина безразмерная и считывается со шкал (табл.1). Нагрузка складывается из предварительной Р0=100 Н и основной Р1.
Таблица 1
Шкала |
Индентор |
Нагрузка Р = Р0 + Р1, Н |
Измеряемые объекты |
HRA |
Алмазный конус |
600 |
Особо твердые материалы, тонкие листы и слои (0,5…1,0мм) Пределы измерения твердости 70…85HRA |
HRB |
Стальной шарик |
1000 |
Мягкие металлы (<450HB) Пределы измерения твердости 25…100HRB |
HRC |
Алмазный конус |
1500 |
Твердые материалы (>450HB) Пределы измерения твердости 20…67HRC |
Ковкие чугуны. Их получение, состав, структура, маркировка, применение.
Ковкий чугун получают из доэвтектического белого чугуна длительным отжигом (графитизацией) отливок: медленный нагрев до 950..1000°С, выдержку 20-25 часов, при которой цементит ледебурита и цементит вторичный превращаются в перлит (первая стадия графитизации – получают перлитный ковкий чугун). Для получения ферритного ковкого чугуна с температуры нагрева после первой стадии граффитизации, чугун медленно охлаждают в диапазоне эвтектоидного превращения 760..720°С или дают выдержку 25-30 часов (вторая стадия графитизации), перлит распадается на феррит и графит – получают ферритный ковкий чугун (рис.23). Для получения феррито-перлитного ковкого чугуна сокращаюи время выдержки на второй стадии графитизации. Ковкий чугун отличается высокой пластичночтью (особенно ферритный), его применяют для деталей, работающих в условиях ударных и циклических нагрузок, отливок сложной формы.
Рис.23. Схема отжига ковкого чугуна
Примеры маркировка серых чугунов:
- серый литейный – СЧ35: серый чугун, σв=350 МПа;
- высокопрочный чугун – ВЧ1200: высокопрочный чугун, σв=1200 МПа;
- ковкий чугун – КЧ37-12: ковкий чугун, σв=370 МПа, δ=12%.
Ферритный Феррито-перлитный Перлитный
Рис. 24. Микроструктуры ковких чугунов.
Указать возможные способы упрочнения поверхностного слоя стальных деталей. Привести характерные марки сталей для каждого способа. Объяснить механизмы упрочнения и получаемые структуры.
Термообработка: закалка + средний отпуск. Углеродистые стали: 55, 60, 65, 70, 75, 80, 85. Кремнистые стали: 55С2, 60С2А, 70С3А применяют для автомобильных рессор, пружин вагонов
Основная термообработка: улучшение (закалка + высокий отпуск). Структура: зернистый сорбит. Углеродистые стали 30, 35, 40, 45, 50. Хромистые: 30Х, 40Х, 40ХФА
Термообработка: цементация+закалка+низкий отпуск. Структура на поверхности: МОТП+ЦII+АОСТ. Углеродистые стали: 15, 20, 25. Легированные Cr-Ni- и Cr-Mn-стали: 12ХН3А, 18Х2Н4ВА, 25ХГМ, 18ХГТ.
Задача: Для упрочнения дуралюминов проводится термическая обработка: закалка + старение. Закалка заключается в нагреве до температуры ~ 500°С, при которой хрупкая избыточная θII-фаза полностью растворяется в α-твердом растворе, быстрое охлаждение фиксирует структуру пересыщенного твердого раствора меди в алюминии. Для повышения прочности закаленного сплава проводят старение. Старение – это упрочнение закаленного сплава за счет распада пересыщенного твердого раствора и выделения избыточных вторичных фаз в мелкодисперсном виде (дисперсионное твердение).
Билет № 25
Диаграмма состояния Fe-С. Структуры и фазы в системе. Полезные и вредные примеси и их влияние на свойства.
Основные критические точки и линии диаграммы (рис. 19):
точка А – температура плавления чистого железа 1539°С;
точка D – температура плавления цементита 1250°С;
точка G – 910°С (А3) – температура полиморфного α↔γ превращения железа;
ABCD – линия ликвидус;
AJECF – линия солидус;
ES – линия переменной растворимости углерода в аустените;
PQ – линия переменной растворимости углерода в феррите;
точка Е – предельная растворимость углерода в аустените (2,14% С);
точка Р – предельная растворимость углерода в феррите (0,02% С);
Постоянные примеси попадают в сталь в процессе выплавки.
Полезные примеси: Mn от 0,3 до 0,8% и Si до 0,4%. Кремний повышает предел текучести, но снижает пластичность, марганец повышает прочность, не снижая пластичности.
Вредные примеси: сера, фосфор и газы (О2, Н2, N2). Сера вызывает красноломкость – разрушение металла при горячей обработке давлением (1000…1200˚С). Марганец связывает серу в более тугоплавкое соединение MnS, предупреждая красноломкость. Фосфор способствует хладноломкости стали, каждая 0,01% Р повышает порог хладноломкости на 20…25˚С. Газы охрупчивают сталь.
Цементация в твердом карбюризаторе. Режимы (температура, концентрация углерода в поверхностном слое, глубина слоя), применяемые стали, термообработка после цементации.
Цементация – это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали углеродом. Цель цементации - повышение твёрдости и износостойкости поверхности при сохранении вязкой сердцевины.
Цементацию проводят при температуре 930…950°C в углеродсодержащей среде (карбюризаторе). В качестве карбюризатора чаще используют газовые среды, например, эндогаз (20%СО+40%H2+40%N2, с добавкой 5% CH4). Основным источником атомарного углерода является окись углерода: 2СО→CO2+Cат. Атомы углерода, образующиеся в насыщающей среде, адсорбируются на поверхности детали, а затем диффундируют вглубь. Образуется диффузионный слой с повышенной концентрацией углерода, толщина которого зависит от температуры и длительности насыщения и составляет обычно 1…2 мм. Для получения слоя толщиной 1,5 мм цементацию проводят в течение 15 часов. Охлаждение после цементации ведут на воздухе.
Цементации подвергают малоуглеродистые стали (0,1…0,3%С). После цементации в поверхностном слое находится до 0,8…1,1%С, содержание углерода плавно уменьшается по глубине до исходной его концентрации в стали. Соответственно меняется структура от поверхности вглубь слоя от заэвтектоидной (П+ЦII), эвтектоидной (П) к доэвтектоидной (П+Ф).
Для получения окончательной структуры и свойств детали после цементации проводят закалку и низкий отпуск. Для наследственно мелкозернистых сталей закалку можно проводить непосредственно из цементационной печи, подстуживая детали до 860°C, затем дают низкий отпуск при 160-200°C. Для устранения крупнозернистой структуры сталей применяют повторный нагрев под закалку после цементации.
Окончательная структура поверхности изделия - МОТП+АОСТ+ЦII с высокой твердостью (58..64 HRC). Структура сердцевины углеродистых сталей – сорбит(перлит)+феррит, легированных – бейнит или малоуглеродистый мартенсит.
Нержавеющие стали. Их состав, маркировка, получаемая структура. Возможные режимы термообработки
Коррозионно-стойкие (нержавеющие) стали – это стали устойчивые против электрохимической коррозии. Для защиты от электрохимической коррозии в сталь вводят хром в количестве не менее 13%, при этом электрохимический потенциал становится положительным (рис. 45). Необходимо, чтобы хром находился в твердом растворе, для предотвращения связывания хрома в карбиды содержание углерода в стали должно быть небольшим.
Хромистые нержавеющие стали, содержат, как правило, 13%, 17% или 25% Cr. Чем больше содержание хрома в стали, тем выше коррозионная стойкость. Термообработка: закалка+высокий отпуск, структура: сорбит отпуска+карбиды
Хромоникелевые нержавеющие стали аустенитного класса имеют пониженное содержание углерода (0,04…0,17%С) для предотвращения образования карбидов, содержат 17…19%Cr для защиты от коррозии и 8…12%Ni для стабилизации аустенитной структуры: 12Х18Н8, 08Х18Н10. В равновесном состоянии стали имеют структуру аустенит+карбиды хрома М23С6. Путем закалки от температуры 1100…1150С в воде или на воздухе обеспечивается растворение карбидов и получение однофазной структуры легированного аустенита.
Эти стали не упрочняются термообработкой, повышение прочности достигается наклепом в результате холодной пластической деформации
Задача:
Билет № 26
Диаграмма состояния железо-углерод. Структуры и фазы в системе. Влияние углерода и примесей на свойства стали.
Основные критические точки и линии диаграммы (рис. 19):
точка А – температура плавления чистого железа 1539°С;
точка D – температура плавления цементита 1250°С;
точка G – 910°С (А3) – температура полиморфного α↔γ превращения железа;
ABCD – линия ликвидус;
AJECF – линия солидус;
ES – линия переменной растворимости углерода в аустените;
PQ – линия переменной растворимости углерода в феррите;
точка Е – предельная растворимость углерода в аустените (2,14% С);
точка Р – предельная растворимость углерода в феррите (0,02% С);
Чем больше содержание углерода в стали, тем выше её прочность и твёрдость, а пластичность и вязкость ниже (рис. 25). При содержании С>0,8% прочность падает из-за образования по границам зёрен хрупкой цементитной сетки
Постоянные примеси попадают в сталь в процессе выплавки.
Полезные примеси: Mn от 0,3 до 0,8% и Si до 0,4%. Кремний повышает предел текучести, но снижает пластичность, марганец повышает прочность, не снижая пластичности.
Вредные примеси: сера, фосфор и газы (О2, Н2, N2). Сера вызывает красноломкость – разрушение металла при горячей обработке давлением (1000…1200˚С). Марганец связывает серу в более тугоплавкое соединение MnS, предупреждая красноломкость. Фосфор способствует хладноломкости стали, каждая 0,01% Р повышает порог хладноломкости на 20…25˚С. Газы охрупчивают сталь.
Структурные классы легированных сталей в равновесном состоянии (влияние легирующих элементов на точки S и Е диаграммы Fe-С). Привести примеры сталей различных классов.
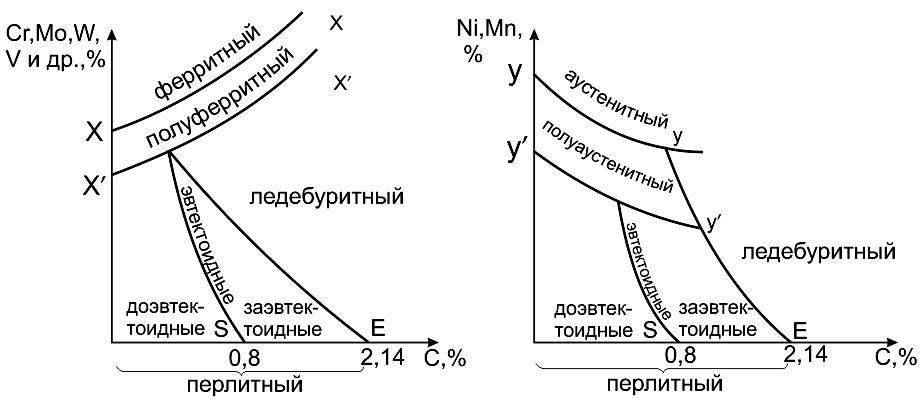
Основные структурные классы легированных сталей в равновесном состоянии (рис.27):
1. Перлитный(40ХГТ) - углеродистые и низколегированные стали:
доэвтектоидные стали, структура П+Ф;
эвтектоидные стали, структура П;
заэвтектоидные стали, структура П+К
 .
.
2. Аустенитный(10Х18Н19) - стали с высоким содержанием γ-стабилизаторов, структура аустенит легированный (АЛ);
3. Ферритный(10Х18) - стали с высоким содержанием α-стабилизаторов, структура феррит легированный (ФЛ);
4. Ледебуритный (карбидный) - стали с высоким содержанием углерода и легирующих элементов, структура Л+П+КII.
а) б)
Рис. 27. Диаграммы структурных классов легированных сталей: а – стали, легированные -стабилизаторами, б – стали, легированные -стабилизаторами
Зная химический состав стали, по диаграммам (рис. 27) можно определить структурный класс стали в равновесном состоянии.
Поверхностная закалка при индукционном нагреве. Ее назначение, применяемые стали. Достоинства и недостатки метода.
При поверхностной закалке ТВЧ для нагрева поверхности детали ее помещают в индуктор, через который пропускают токи высокой частоты. За счет создаваемого переменного магнитного поля в поверхностном слое металла возникают вихревые токи, что и вызывает прогрев на определенную глубину. Толщина закаленного слоя зависит от частоты тока, обычно она составляет от 1 до 4 мм.
Этот способ обеспечивает более высокие скорости нагрева и охлаждения, чем объемная печная закалка. Превращение перлита в аустенит происходит при более высоких температурах (880…980°C). Охлаждение детали производится путем распыления воды из форсунок. После закалки ТВЧ проводят низкий отпуск при температуре 160…200°C или самоотпуск.
Закалке ТВЧ подвергают среднеуглеродистые стали (0,4…0,5%С). После закалки и низкого отпуска на поверхности образуется структура мартенсита отпуска с твердостью до 60 HRC, что на 3…5 единиц больше, чем при печном нагреве. Сердцевина остается незакаленной, для обеспечения ее вязкости проводят предварительную термообработку: улучшение (структура - сорбит зернистый) или нормализацию (структура сорбит пластинчатый+феррит).
Закалка ТВЧ применяется для таких деталей как коленчатые и распределительные валы, шаровые пальцы, шестерни, зубчатые колеса и др.
Задача: с меньшей твердостью (Термообработка: улучшение (нормализация), структура сорбит отпуска зернистый (сорбит пластинчатый+феррит). Обладают малой прокаливаемостью.),
С большей твердостью(Основная термообработка: улучшение (закалка + высокий отпуск). Структура: зернистый сорбит, который оптимально сочетает высокую прочность с высокой ударной вязкостью и выносливостью)
Билет № 27
Основные легирующие элементы, используемые в конструкционных сталях. Влияние легирующих элементов: на механические свойства сталей, прокаливаемость, диаграмму изотермического превращения аустенита, отпуск стали.
. Влияние легирующих элементов на распад аустенита
Легирующие элементы влияют на диффузионные процессы и на полиморфное превращение:
в присутствии легирующих элементов снижается диффузионная подвижность углерода,
диффузионная подвижность самих легирующих элементов мала,
легирующие элементы замедляют превращение.
Таким образом, легирующие элементы, находящиеся в твердом растворе, увеличивают устойчивость аустенита к распаду, т.е. сдвигают С-кривую вправо. Кроме того, легирующие элементы понижают точки начала и конца мартенситного превращения, увеличивая количество остаточного аустенита.
Основное влияние на прокаливаемость стали оказывают легирующие элементы. Легирующие элементы, растворенные в аустените (кроме кобальта), смещая С-кривую вправо, повышают его устойчивость, Vкр снижается, а прокаливаемость увеличивается. Для повышения прокаливаемости в стали добавляют хром, марганец, кремний, никель, молибден, вольфрам, малые добавки бора. Легированные стали с более высокой прокаливаемостью используют для изготовления крупных деталей.
Легирующие элементы, находящиеся в виде карбидов, нитридов (V, Ti, Nb) уменьшают устойчивость аустенита, снижая прокаливаемость.
Влияние легирующих элементов на свойства стали
Легирующие элементы, растворённые в феррите и аустените, повышают прочность (твёрдорастворное упрочнение). Обычно при упрочнении пластичность снижается. Никель (до 4,5%), увеличивая прочность, одновременно повышает пластичность, вязкость и снижает порог хладноломкости.
Дисперсные карбиды и интерметаллиды, выделяясь из твёрдых растворов, препятствуют движению дислокаций, вызывая дисперсионное упрочнение.
Фазы внедрения и бор (до 0,01%), выделяясь по границам зёрен, препятствуют диффузии и сдерживают рост зёрен до 1100˚С.
Карбидообразующие элементы (Ti, V и Nb) способствуют измельчению зерна.
Легирующие элементы, растворённые в аустените, замедляют диффузионные процессы, повышая его устойчивость, снижают критическую скорость закалки и увеличивают прокаливаемость стали. Mo и W предупреждают обратимую отпускную хрупкость легированных сталей.
Легирующие элементы придают сталям особые физические свойства: коррозионную стойкость, жаропрочность, износостойкость и др.
Хром и никель
Виды и назначение отпуска. Получаемые структуры и свойства.
Отпуск – нагрев закаленной стали до температур ниже АС1, выдержка и охлаждение. Цель отпуска – получение окончательной структуры и свойств стали. Отпуск основан на превращениях мартенсита при нагреве (см. п. 6.3), в результате которых происходит изменение структуры и свойств стали. Различают три вида отпуска (табл.3). Окончательная термообработка, назначаемая изделию для придания требуемых свойств, состоит из закалки и последующего отпуска. Закалку с низким отпуском применяют для деталей машин и инструмента, от которых требуются высокая твердость и износостойкость. Закалку с последующим средним отпуском – для изделий с повышенными упругими свойствами. Закалку с высоким отпуском (улучшение) – для деталей, работающих при повышенных динамических (ударных) и циклических нагрузках.
Рис. 43. Влияние температуры отпуска на механические свойства закаленной стали
Таблица 3
Характеристика видов отпуска
Виды отпуска |
Температура, °С |
Структура |
Свойства |
Применение |
Низкий |
150…250 |
Мотп |
HRC, σв |
Инструмент, подшипники, детали после ХТО и ТВЧ |
Средний |
350…500 |
Тотп |
σупр, σ-1 |
Рессоры, пружины |
Высокий |
500…680 |
Сотп |
КС |
Валы, оси, шатуны |
Медь и ее сплавы. Их состав, маркировка, свойства и области применения.
Свойства меди:
Тпл=1083°С,
кристаллическая решетка ГЦК (полиморфных превращений не испытывает),
высокая тепло- и электропроводность;
коррозионная стойкость;
высокая пластичность;
высокие технологические свойства: хорошо обрабатывается давлением, сваривается, легко поддается пайке, полируется.
Различают две основные группы медных сплавов: латуни и бронзы.
Латуни – сплавы меди с цинком. Маркируются буквой Л и числом, показывающим содержание меди (например, латунь Л68 содержит 68% Cu и 32% Zn). В марках многокомпонентных латуней содержатся буквенные обозначения элементов, числа последовательно показывают содержание меди и каждого легирующего элемента. Например, латунь ЛАН59-3-2 содержит 59%Cu, 3%Al, 2%Ni (остальное Zn).
Бронзы
Бронзы – это сплавы меди с различными элементами: оловом, алюминием, кремнием, хромом, кадмием, бериллием и др. Маркировка бронз начинается с букв Бр, далее следуют буквенные обозначения легирующих элементов, а затем цифры, показывающие содержание каждого элемента. Например, бронза БрОЦС6-6-3 содержит 6%Sn, 6%Zn, 3%Pb, остальное – медь.
Распространенные подшипниковые сплавы - баббиты – сплавы на основе олова или свинца. Они используются для заливки вкладышей подшипников скольжения, их свойства:
низкий коэффициент трения между валом и подшипником;
высокая износостойкость деталей трущейся пары;
способность деформироваться под влиянием местных напряжений;
способность удерживать смазку на поверхности;
хорошая теплопроводность и устойчивость против коррозии
задача: Основная термообработка: улучшение (закалка + высокий отпуск). Структура: зернистый сорбит, который оптимально сочетает высокую прочность с высокой ударной вязкостью и выносливостью. Хромомарганцевые 40ХГ, 40ХГТР, хромоникелевые 45ХН, 40ХН2МА. Термообработка: улучшение, структура сорбит отпуска зернистый.
Билет № 28
Основные понятия теории сплавов: компонент, фаза, эвтектика. Твердые растворы и химические соединения. Виды твердых растворов и условия их образования.
Компоненты – элементы, образующие сплав.
Компоненты сплава при взаимодействии образуют фазы. Фаза – это однородная часть сплава, по составу, структуре и свойствам, отделенная от других частей границей раздела.
Твёрдые растворы
Твёрдый раствор – фаза, в которой сохраняется кристаллическая решетка основного компонента (растворителя). По характеру расположения растворенных атомов в кристаллической решетке растворителя различают:
твердые растворы замещения;
твердые растворы внедрения.
В твёрдых растворах замещения атомы растворенного компонента (В) располагаются в узлах кристаллической решетки, замещая атомы основного компонента (А). Такие растворы образуются между металлами. Они могут быть неограниченной и ограниченной растворимости.
Условия образования неограниченных твердых растворов:
одинаковый тип кристаллической решётки компонентов;
различие в атомных размерах компонентов не более 8…15%;
расположение элементов в одной и той же или соседних группах таблицы Менделеева.
Твердые растворы внедрения образуют металлы с неметаллами малого атомного радиуса – C,N,B,H. Твёрдые растворы внедрения всегда имеют ограниченную растворимость.
Твёрдые растворы обозначают α, β, γ, например, α=А(В) - твердый раствор компонента В в А.