

19. Сплошной или выборочный контроль.
В зависимости от полноты продукции охвата продукции контроля перечисленные виды могут быть сплошным или выборочным.
Сплошной – это контроль при котором решение о качестве принимают по результатам проверки каждой единицы продукции исключают возможность попадания и потребителю не качественной продукции, но иногда его применение оказывается экономически не рациональными или практически невозможным.
Выборочный – Это контроль при котором решение о качестве контролируемой продукции принимают по результатам проверки одной или нескольких выборок из партии.
20. Виды статистического контроля.
В массовом производстве чаще используют статический контроль основанных на законах статистики и теории вероятности.
Статистические методы используют для анализа регулирования технологических процессов и статистического приема продукции.
Статистический приемочный контроль – это выборочный контроль в котором для обоснования правил приема используют методы математической статистики. Этот метод характеризуется тем, что из под контрольной партии объектов непосредственной поверки подвергается часть которая называется выборочной.
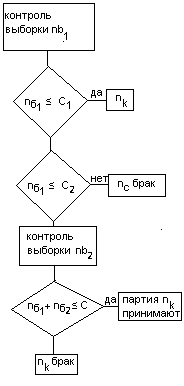
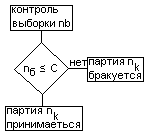
21. Блок-схемы алгоритмов выборочного контроля.
![]() – выборка
– выборка
![]() – подготовительная партия продукции
– подготовительная партия продукции
![]() - число бракованный изделий выборки
- число бракованный изделий выборки
Одноступенчатый контроль позволяет делать вывод о качестве подконтрольной партии по одной выборке.
Д вухступенчатый
основан на контроле качества не более
чем по двум выборкам, причем отбор второй
выборки определяется результатом
первой.
вухступенчатый
основан на контроле качества не более
чем по двум выборкам, причем отбор второй
выборки определяется результатом
первой.
Размер выборки приемочные и браковочные значения устанавливают исходя из требований рынка потребителей и производства.
![]()
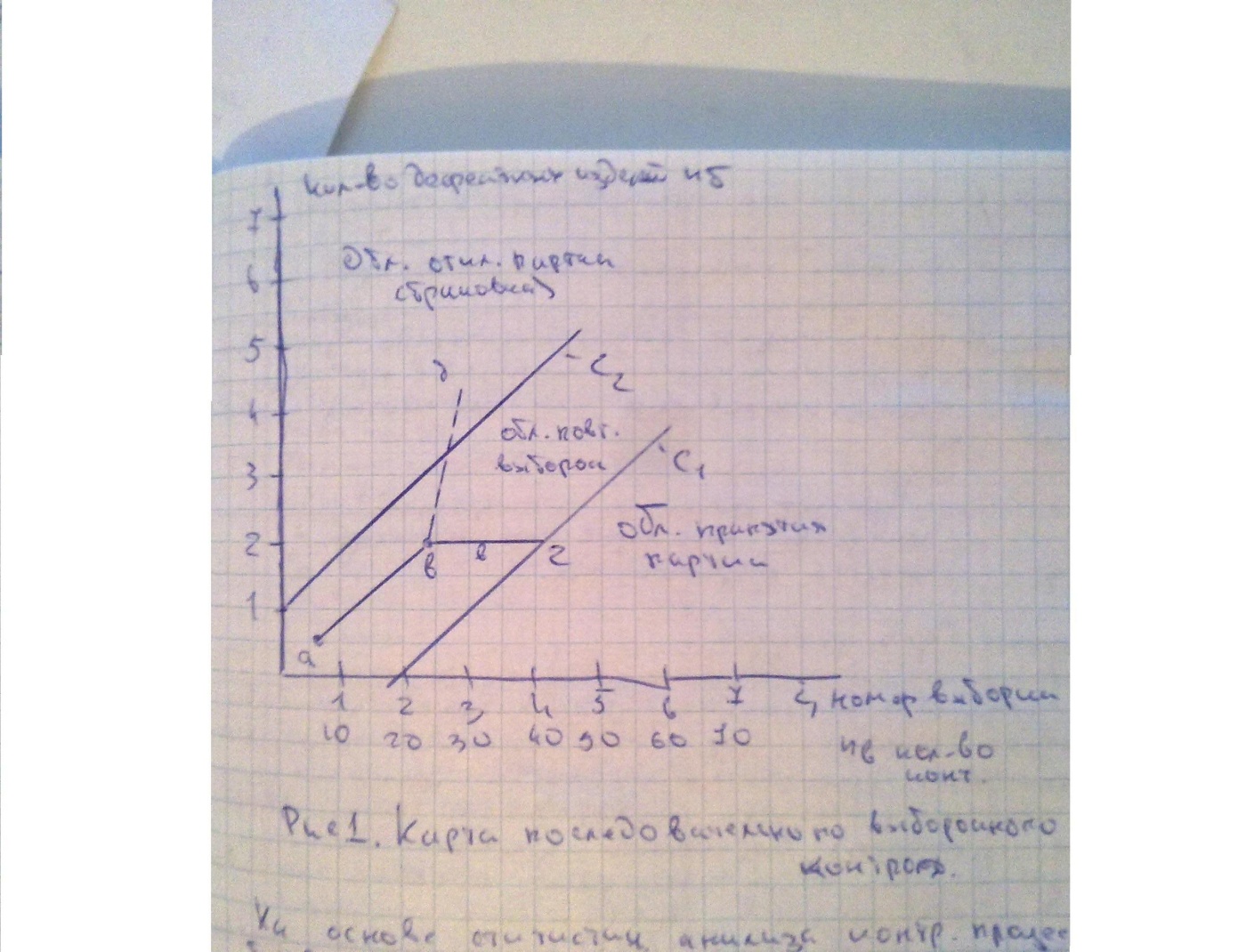
22. Карта последовательности выборочного контроля
23. Производственный процесс. Структура, задачи.
Производственный процесс характеризуется
производственным циклом ![]() - интервалом календарного времени от
начала до окончания процесса изготовление
деталей.
- интервалом календарного времени от
начала до окончания процесса изготовление
деталей.
24. Производственный цикл является
суммой технологического цикла, времени
перерывов в производстве в связи с
регламентом работы и прослеживанием
заготовки или изделий между операциями.
Основная часть производственного цикла
– технологический цикл ![]() – состояние из операционный циклов
– состояние из операционный циклов
![]() .
Основная часть производственного цикла
– технологический цикл
– состояние из операционный циклов
.
Операционный цикл это продолжительность
законченной части технологического
процесса выполняемой на одном рабочем
месте.
.
Основная часть производственного цикла
– технологический цикл
– состояние из операционный циклов
.
Операционный цикл это продолжительность
законченной части технологического
процесса выполняемой на одном рабочем
месте.
![]()
Где т – размер партий деталей (заготовок) в штуках
![]() – штучная калькуляционное время (норма
времени) на операцию {мин/шт}.
– штучная калькуляционное время (норма
времени) на операцию {мин/шт}.
![]() - число рабочих мест на операции {шт}.
- число рабочих мест на операции {шт}.
Длительность производственного цикла
![]() включает в себя естественный процесс
включает в себя естественный процесс
![]() ,
межоперационные перерывы
,
межоперационные перерывы ![]() и перерывы связанные с режимом работы
и перерывы связанные с режимом работы
![]() .
.
25. Технологический цикл многооперационного процесса не является арифметической суммой операционных циклов, его длительность зависит от способа передачи (деталей) заготовок с операции на операцию (вида движения): последовательного, параллельно последовательного, параллельно.