

18. Характеристики токарных резцов:
l1-
режущая
часть, l2-
присоединительная часть, Aγ-
передняя поверхность лезвия, Аα-
главная задняя поверхность, А’α-
вспомогательная задняя поверхность, К
–главная режущая кромка, К’- вспомогательная
режущая кромка, В –вершина лезвия.
Рис. Элементы р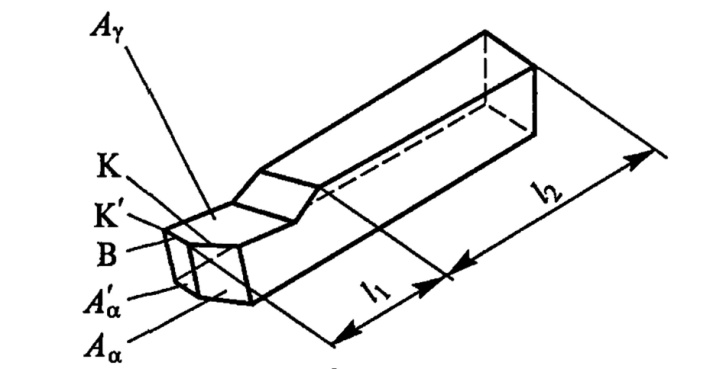 езца
езца
Геометрия резцов
Главным задним углом резания α называется угол, находящийся в секущей плоскости между задней поверхностью лезвия и плоскостью резания. Угол заострения лезвия β называется угол секущей плоскости между задней и передней поверхностью лезвия. Главный угол в плане φ- это основной угол в плоскости, находящийся между плоскостью резания и осью вращения детали. Угол наклона главной режущей кромки называется угол плоскости резания между режущей кромкой и основной плоскость.
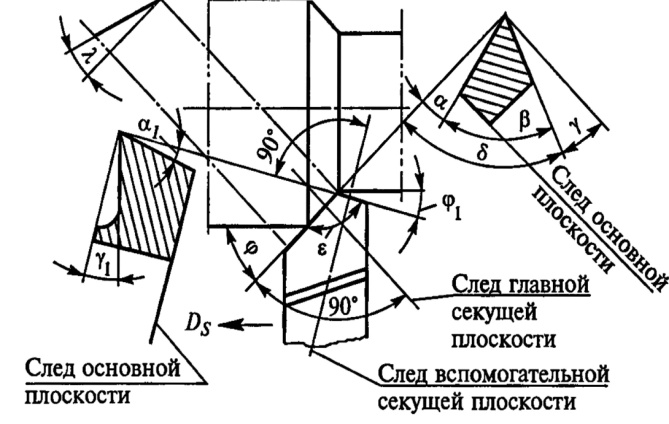
Рис. 3.6.
![]() —
задний угол резания;
—
задний угол резания;![]() —
угол
заострения лезвия;
—
угол
заострения лезвия;![]() —
главный передний угол
лезвия;
—
главный передний угол
лезвия;![]() —
главный угол
в плане;
—
главный угол
в плане;![]() —
угол
резания;
—
угол
резания;![]() —
вспомогательный угол
в
плане;
—
вспомогательный угол
в
плане;![]() —
угол при вершине в плане;
—
угол при вершине в плане;![]() —
угол
наклона главной режущей
кромки;
—
угол
наклона главной режущей
кромки;
![]() и
и![]() —
задний и передний вспомогательные
углы;
—
задний и передний вспомогательные
углы;![]() —
направление.
—
направление.
Силы, действующие на резец:
1
— резец;
2
— заготовка; Р — сила резания;
![]() —
составляющие силы резания;
—
составляющие силы резания;![]() —
направление главного движения резания;
—
направление главного движения резания;![]() —
направление движения подачи; t
— глубина резания. РY-
радиальное
усилие, Рx-
осевая сила.
—
направление движения подачи; t
— глубина резания. РY-
радиальное
усилие, Рx-
осевая сила.
П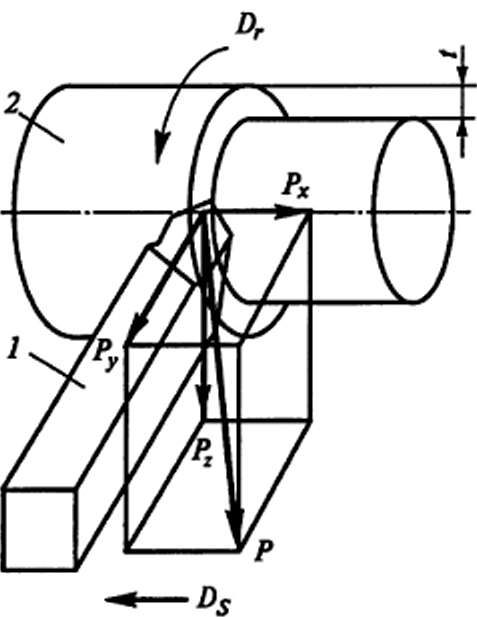 ри
точении:
ри
точении:
РY= (0,25-0,5) Рz;
Рx=(0,1-0,25) Рz;
РY= (0,8-0,9)Р.
На эти усилия влияют Обрабатываемый материал, Глубина резания, Передний угол, Главный угол в плане, Радиус скругления, Смазочно-охлаждающая жидкость, Скорость подачи, Скорость резания, Износ резца.
19. Конструктивные особенности и характеристики фрезерного инструмента
Фрезерование (фрезерная обработка) — метод обработки поверхностей за счет снятия стружки. В процессе фрезерования участвуют два объекта — фреза и заготовка. Заготовка — это будущая деталь.
Вид фрезы зависит от того, какие детали мы обрабатываем.
а) цилиндрические- имеют режущую часть только по диаметру. Применяются для обработки плоских поверхностей. Могут быть черновая и чистовая обр-ки.
б) торцевая фреза. Шпиндель может быть расположен горизонтально и вертикально. Режущие части и зубья находятся на торце
в) дисковые фрезы- для обработки пазов или торцевых поверхностей. Имеют небольшую ширину, режущая часть как по цилиндру так и по торцам. Если канавка больше фрезы, то врезаются несколько раз
г) прорезные и отрезные. Они очень тонкие
д) концевые фрезы имеют ярко выраженную винтовую рабочую часть. Применяются для обр-ки пазов, торцев, деталей, имеющих сложную поверхность
е) угловая фреза- фреза, имеющая профиль по диаметру в виде угла
Фасонные фрезы имеют более сложный профиль: ж) для обр-ки канавок, и) для обр-ки выступающих вогнутых профилей
к,л) шпоночные- для обр-ки шпоночных канавок. У него торцевая и по диаметру раб.часть, только зубьев меньше

20. Условия оптимизации режимов резания
Обработку на металлорежущих станках стремятся производить при оптимальных значениях скорости резания и подачи, т.е при оптимальных режимах резания. Оптимальным считается такой режим резания, при котором достигается наилучшее сочетание параметров резания, обеспечивающее некоторый объективный критерий, базирующийся на физико-технологических и экономико-производственных факторах процесса механической обработки.
При обработке металлов резанием происходят сложные физико-механические и физико-химические процессы, явления пластических деформаций, сопровождающиеся температурными изменениями, структурными превращениями в обрабатываемых материалах и режущих сплавах, находящихся в определенной зависимости друг от друга.
Эти зависимости и закономерности пока еще не выявлены, поэтому в теории резания металлов используют эмпирические формулы. Функциональную зависимость между стойкостью, скоростью резания, глубиной резания и подачей можно представить выражением

Наибольшее влияние на стойкость инструмента оказывают скорость резания, подача и в меньшей мере – глубина резания. На стойкость влияют также некоторые факторы, выраженные коэффициентом

Где
 скоростной
коэффициент, зависящий от материала
детали инструмента
скоростной
коэффициент, зависящий от материала
детали инструмента
 -
постоянные, зависящие от геометрических
параметров инструмента
-
постоянные, зависящие от геометрических
параметров инструмента
 -
постоянные, зависящие от состояния
материала детали.
-
постоянные, зависящие от состояния
материала детали.
 -
постоянная, зависящая от износа
инструмента,
-
постоянная, зависящая от износа
инструмента,
 -
постоянная , зависящая от охлаждения.
-
постоянная , зависящая от охлаждения.
Увеличение ν, s, tp приводит к уменьшению периода стойкости. Такой комплекс физико-технологических факторов не остается неизменным, а находится под воздействием условий резания. Жесткая функциональная связь между параметрами резания носит вероятностный характер, поэтому реальная стойкость может значительно отличаться от расчетной.
На выбор оптимального режима оказывают влияние ограничивающие факторы: