

Цикл глубокого сверления g83

G83 Стандартный цикл сверления
R координата точки, по оси Z, с которой начнёт работу цикл
Z Координата конечной точки
Q глубина сверления за проход
F Рабочая подача в цикле
L Количество просверливаемых отверстий
X Координата центра отверстия по Х (необязательно)
Y Координата центра отверстия по Y (необязательно)
G0 G90 X70. Y60.
G0 Z10.
G83 R2. Z-60. Q21. F100.
Имеется так же возможность производить обработку с постоянно уменьшающейся глубиной сверления (дегрессией).
Цикл глубокого сверления g83 с дегрессией
G83 Стандартный цикл сверления
R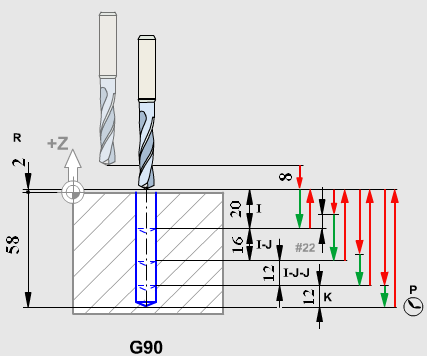 начальная
точка по Z
начальная
точка по Z
Z Координата конечной точки
I Глубина резания первого прохода
J уменьшение глубины резания на каждый проход
K Минимальная глубина сверления
F Рабочая подача в цикле
L Количество просверливаемых отверстий
P Пауза в конце последнего прохода (в секундах)
X Координата центра отверстия по Х (необязательно)
Y Координата центра отверстия по Y (необязательно)
G90 G0 X12. Y15.
G0 Z10.
G83 R2. Z-58. I20. J4. K12. F100. P1.
Цикл нарезания правой резьбы метчиком g84
Р езьба
М10x1.5
езьба
М10x1.5
S400
G94
G90 G0 X12. Y15.
G0 Z20.
G84 R5. Z-30. F600.
Можно использовать оборотную подачу
G95 G84 R5. Z-30. F1.5
Циклы сверления ряда отверстий
G70 G71 G72
Данные циклы предназначены для определения координат отверстий находящихся на окружности, дуге и прямой.
Циклы непосредственно не производят обработку, для ведения обработки перед заданием G70, G71, G72 необходимо активизировать один из стандартных циклов.
G70 сверление отверстий равномерно расположенных по окружности
I Радиус
( «+» направление
сверления отверстий против часовой
стрелки, «-»
по ч.с.)
Радиус
( «+» направление
сверления отверстий против часовой
стрелки, «-»
по ч.с.)
J Угол расположения первого отверстия (от 0 до 360.0 градусов против часовой стрелки, от положения стрелки на “3 часа”)
L Количество равномерно расположенных по кругу отверстий
G90 G0 X50. Y40.
G0 Z10.
G81 R2. Z-30. F100. L0
G70 I25. J30. L5
G0 Z20.
Э тот
немодальный G-код должен использоваться
с одним из стандартных циклов. Стандартный
цикл должен быть активным, чтобы в
каждом положении производилась операция
сверления или нарезания резьбы.
тот
немодальный G-код должен использоваться
с одним из стандартных циклов. Стандартный
цикл должен быть активным, чтобы в
каждом положении производилась операция
сверления или нарезания резьбы.
Перед началом работы инструмент должен быть выведен в центр окружности, на которой расположены отверстия.
Будет произведено сверление пяти отверстий , начиная с отверстия расположенного под углом в 30о к горизонтали в направлении против часовой стрелки.
G71 сверление отверстий расположенных на участке окружности
I Радиус (
«+»
против ч.с. «-»
по ч.с.)
Радиус (
«+»
против ч.с. «-»
по ч.с.)
J Угол расположения первого отверстия (в градусах, отсчёт от 3-х часов)
K Угловой шаг отверстий
( «+» или «–» )
L Количество отверстий
G90 G0 X65. Y55.
G0 Z10.
G83 R2. Z-30. Q20. F100. L0
G71 I50. J30. K60. L5
G0 Z20.
Н емодальный код G71должен использоваться с одним из стандартных циклов. Стандартный цикл должен быть активным, чтобы в каждом положении производилась операция сверления или нарезания резьбы.
Перед началом работы инструмент должен быть выведен в центр окружности, на которой расположены отверстия.
Будет произведено сверление пяти отверстий, начиная с отверстия расположенного под углом в 30о к горизонтали в направлении против часовой стрелки с угловым расстоянием между отверстиями 60о.
G72 сверление отверстий расположенных на наклонной прямой
I Расстояние между отверстиями ( «+»
против ч.с. « -
» по ч.с.)
Расстояние между отверстиями ( «+»
против ч.с. « -
» по ч.с.)
J Угол линии (в градусах против часовой стрелки от горизонтального положения)
L Количество отверстий
G90 G0 X30. Y25.
G0 Z10.
G81 R2. Z-30. F100. L0
G72 I20. J35. L3
G0 Z20.
Сверление отверстий расположенных на окружности, дуге и наклонной прямой

Глубина сверления отверстий 30мм
G54 |
Смещение нуля детали по G54 |
||
T11 M6 |
Установка в рабочее положение инструмента №11 |
||
G43 H11 M8 |
Включение коррекции на длину инструмента, включение |
||
S1000 M3 |
Частота вращения 1000об/мин , правое вращение |
||
G0 G90 X27.4 Y30. |
Быстрый ход, абсолютная система отсчёта, подвод инструмент в центр окружности на которой располагаются отверстия |
||
G0 Z10. |
Подвод к заготовке по Z |
||
G81 R5. Z-30. F100. L0 |
Цикл сверления с начальной точки Z5 (R5.) до глубины 30мм, с подачей 100мм/мин, сверление в текущем положении не производить(L0) |
||
G70 I20. J25. L8 |
Указание координат отверстий для цикла G81 I20. R окружности отверстий 20мм J25. угловое положение первого отверстия 25о L8 8-мь отверстий равномерно распол. по окружности |
|||
X105. Y53.03 L0 |
Подвод инструмент в центр дуги окружности на которой располагаются отверстия, запрет выполнения сверления |
|||
G71 I40. J29. K30. L6 |
Указание координат отверстий для цикла G81 Сверление отверстий на участке дуги I40. R окружности отверстий 40мм J29. угловое положение первого отверстия 29о K30. угловое расстояние между отверстиями L6 8-мь отверстий на участке дуги окружности
|
|||
X75. Y10. L0 |
Подвод инструмент в начальную точку обработки отверстий расположенных на участке прямой, запрет выполнения сверления. |
|||
G72 I11.03 J25. L7 |
Указание координат отверстий для цикла G81 Сверление отверстий расположенных на участке прямой I11.03 расстояние между отверстиями 11.03мм J25. угол расположения прямой 25о L7 7-мь отверстий |
|||
G0 Z100. |
Отмена действия цикла, отвод инструмента |
|||
M9 |
|
|||
M5 |
. |
|||
G28 |
|
|||
M30 |
|
|||