

5. Сварные соединения (0,75 часа).
Сварка - это технологический процесс соединения металлических деталей, основанный на использовании сил молекулярного сцепления и происходящих при сильном местном нагреве их до расплавленного (сварка плавлением) или пластического состояния с применением механического усилия (сварка давлением). Сварка является одним из самых распространенных современных прогрессивных способов получения различных машиностроительных, строительных и других конструкций.
Затвердевший после сварки металл, соединяющий сваренные детали, называется сварным швом.
К достоинствам сварных соединений можно отнести: существенная экономия металла, значительное снижение трудоёмкости процесса изготовления по сравнению с клёпкой, равнопрочность шва и соединяемых деталей.
К недостаткам сварных конструкций относятся: появление остаточных напряжений в свариваемых элементах после окончания процесса сварки, коробление, плохое восприятие переменных и особенно вибрационных нагрузок, сложность и трудоёмкость контроля качества сварных швов.
5.1. Конструкция и расчёт на прочность сварных швов
5.1.1 Соединение в стык.
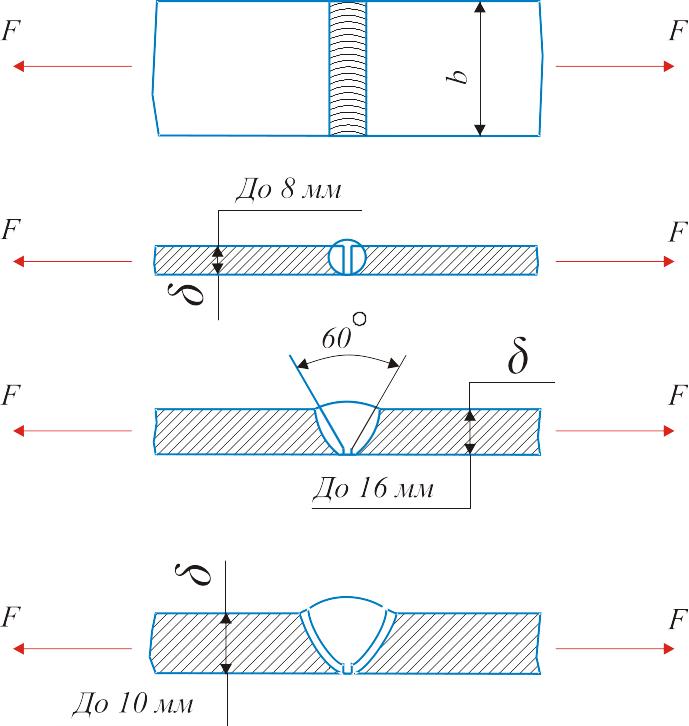
Рис.5.1
Это соединение является наиболее простым и надёжным. В зависимости от толщины соединяемых элементов его выполняют по одному из вариантов, изображенных на рис.5.1.
При малых толщинах (рис.5.1,б) обработка кромок не обязательна, а при средних (рис.5.1, в) - V-образный и при больших (рис.5.1,г) - U - образный она необходима по условиям образования шва на всей толщине деталей.
Зоной термического влияния называют прилегающий к шву участок детали, в котором в результате нагревания при сварки изменяются механические свойства металла. Понижение механических свойств в зоне термического влияния особенно значительно при сварке термически обработанных, а также наклёпанных сталей. Для таких соединений рекомендуют термообработку и наклеп после сварки.
Практикой установлено, что при качественном выполнении сварки разрушение соединения происходит в зоне термического влияния.
а) на растяжение
![]()
б)
на изгиб
Здесь b и δ - ширина и толщина детали.
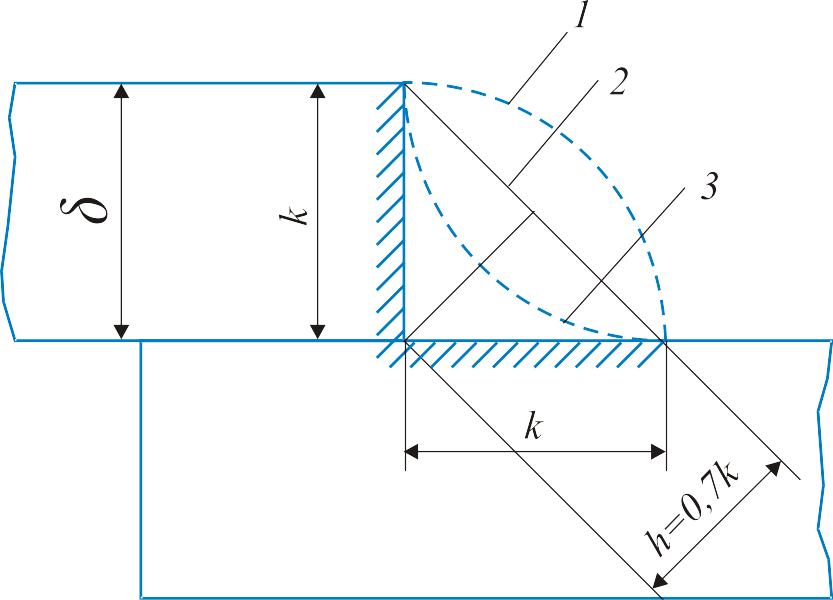
Рис.5.2
5.1.2 Соединение в нахлёстку.
Соединение в нахлёстку выполняют с помощью угловых швов. Различают следующие виды угловых швов (рис.5.2): 1- выпуклый, получен при сварке; 2-нормальный (расчётный); 3-вогнутый, такой шов снижает концентрацию напряжений и рекомендуется при действии переменных нагрузок.
Вогнутый и нормальный швы достигают обычно обработкой, что значительно увеличивает стоимость соединения. Поэтому такие швы применяют тогда, когда дополнительные расходы оправдываются. Геометрические характеристики углового шва (рис.5.2): катет-k, высота-h=k sin45^~0,7k. По условиям технологии минимальную величину к принимают равной 3 мм.
Различают швы: лобовые, фланговые, косые. Лобовой шов расположен перпендикулярно, а фланговый - параллельно линии действия нагружающей силы.
Фланговый шов (рис.5.3.) основные напряжения флангового шва касательные напряжения τ в биссекторной плоскости.
По длине шва напряжения τ распределены неравномерно. На концах шва они больше, чем в середине. На практике длину фланговых швов ограничивают условием l≤50k.
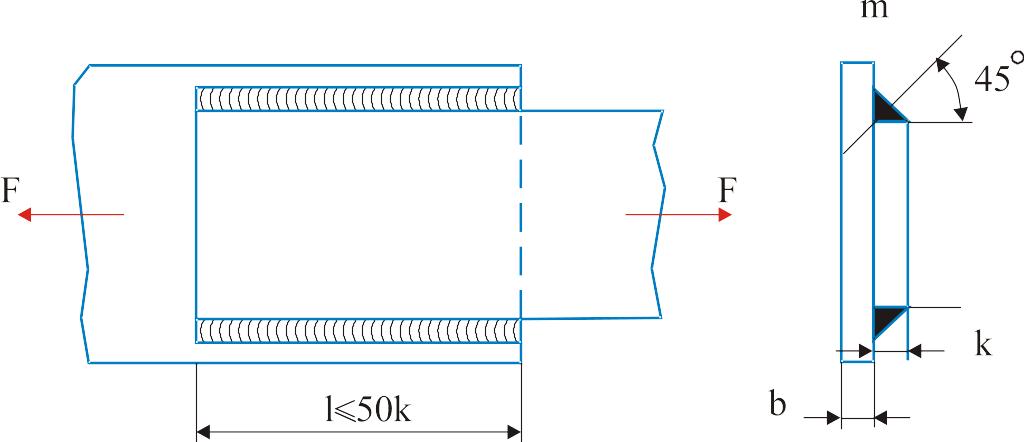
Рис.5.3
Расчёт таких швов приближенно выполняют по среднему напряжению. Условие прочности записывается в виде.
![]()
Здесь 0,7k - толщина шва в сечении по биссектрисе m-m. Если длина фланговых швов недостаточна для выполнения условий равнопрочности, соединение усиливают прорезными швами (рис.5.4).
Условие прочности соединения прорезным швом при k=S
![]()
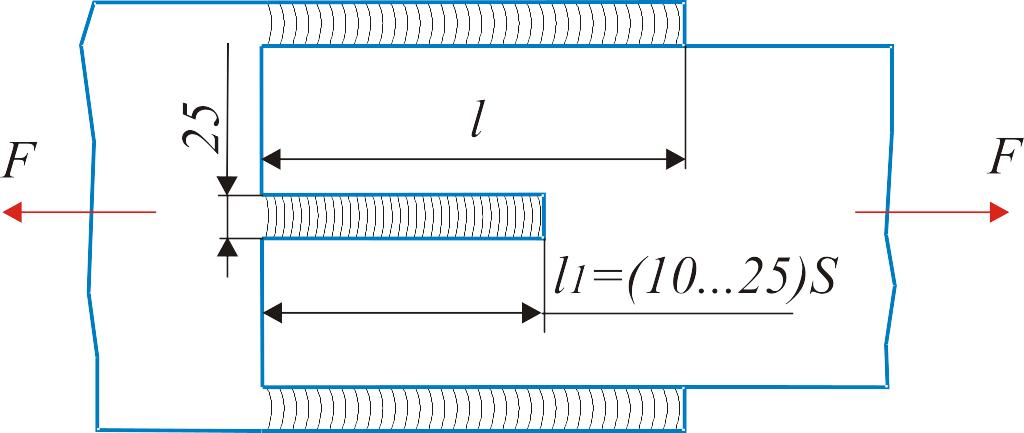
Рис.5.4
Лобовой шов (рис 5.5) лобовой шов накладывают перпендикулярно к линии действии нагрузки F. По методу, принятому в инженерной практике, лобовые швы рассчитывают только по касательным напряжениям в биссекторной плоскости
![]()
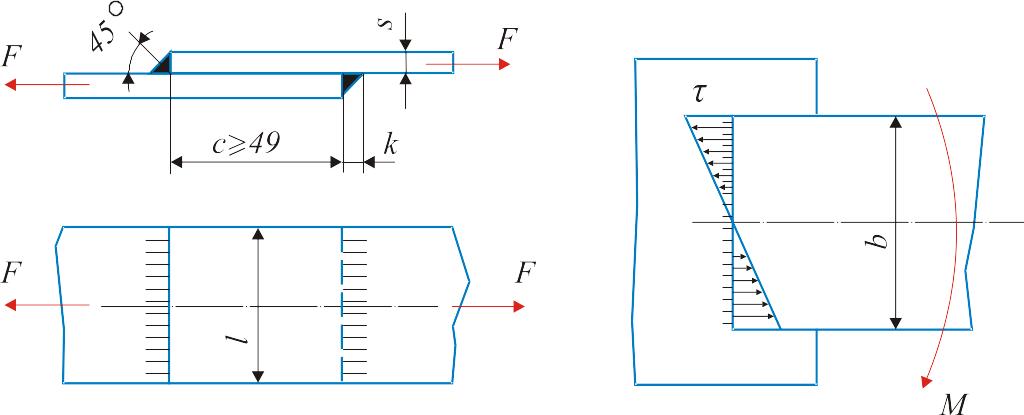
Рис.5.5 Рис.5.6
Если соединение одним угловым швом нагружено изгибающим моментом (рис.5.6), то при этом возникнут нормальные напряжения, которые по величине и закону распределения определяются как нормальные напряжения при изгибе балки
5.1.3 Соединение в тавр (в притык) (рис.5.7).
В тавр (впритык) соединяют элементы, расположенные во взаимно перпендикулярных плоскостях. Это соединение выполняют стыковым швом с разделкой кромок (рис.5.7,а) или угловыми швами без разделки кромок (рис.5.7,6).

Рис.5.7
При нагрузке, показанной на рис.5.7, прочность соединения определяют по формулам:
для
стыкового шва
для
угловых швов
Ha рис.5.8 показано соединение в тавр, нагруженное крутящим моментом. Так как катет шва к мал в сравнении с размером детали d, то можно считать, напряжения τ от крутящего момента Т распределены равномерно по кольцевой площадке разрушения шва, равной 0,7πdcp.
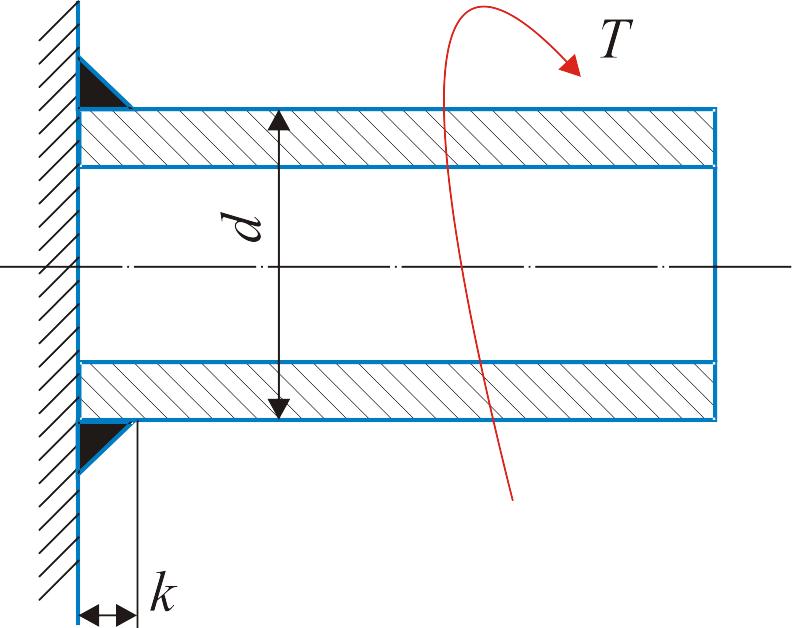
Рис.5.8
Средний диаметр этой площадки
dcp=(d + 0,7k)=d
![]()
5.2. Допускаемые напряжения
Допускаемые напряжения для сварных соединений из низко- и среднеуглеродистых сталей, а также из низколегированных сталей при статических нагрузках:
[σ`]=(1..0,9)[σ],
где [σ`]-нормальное допускаемое напряжение для сварной конструкции;
[σ]- нормальное допускаемое напряжение для материалов соединяемых деталей;
[σ`]=0,6 [σ],
[τ`]-касательное допускаемое напряжение для сварной конструкции.
Для переменных нагрузок допускаемые напряжения понижают умножением на коэффициент γ, меньший единицы.
На основе экспериментальных и теоретических исследований величину γ вычисляют по формуле
![]()
Здесь r= σmin /σmax или r= τmin / τmax - коэффициент асимметрии цикла напряжений;
Kef - эффективный коэффициент концентрации напряжений;
знак "+" - при растягивающих напряжениях, "-" - при сжимающих напряжениях.
Таким образом [σ`]`= γ[σ`], [τ`]`= γ[τ`],
где [σ`]`- нормальное допускаемое напряжение для сварных конструкций при переменной нагрузке;
[τ`]`- нормальное допускаемое напряжение для сварных конструкций при переменной нагрузке.
Вопросы для самопроверки:
Классификация шлицевых соединений.
Центровка шлицевых соединений.
Расчет шлицевых соединений на прочность..
Посадки шлицевых соединений.
Обозначение шлицевых соединений.
Достоинства и недостатки заклепочных соединений.
Виды заклепок и заклепочных швов.
Расчет заклепочных швов ( прочные швы и прочноплотные швы).
Конструкция и расчет на прочность стыковых швов.
Конструкция и расчет на прочность нахлесточных швов.
Допускаемые напряжения для сварных швов.
ЛЕКЦИЯ № 25.
6. ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ С ГАРАНТИРОВАННЫМ НАТЯГОМ (0,5 часа).
![]() (6.3)
(6.3)
Где

![]() -
безразмерные комплексы;
-
безразмерные комплексы;
Е1 и Е2, v1 и v2 - соответственно модули упругости и коэффициенты Пуассона для материалов вала и ступицы, размеры диаметров d, d1 и d2 показаны на рис.6.1.
Расчётный максимальный натяг Np.max, допустимый по условиям прочности при отсутствии пластических деформаций:
![]() ,
мм, (6.4)
,
мм, (6.4)
где
![]() ,
Н/мм^2 - максимальное посадочное давление.
,
Н/мм^2 - максимальное посадочное давление.
σm - предел текучести материала ступицы.
Зная Рmах, можно подсчитать усилие запрессовки
![]() ,
Н, (6.5)
,
Н, (6.5)
где параметры те же, что и в формуле (6.1) (кроме Рmах f ).
Действительные (потребные) минимальный и максимальный натяги с учётом поправки на обмятие микронеровностей обработки поверхностей вала Rz1 и ступицы
Rz2:
![]() ,
мм, (6.6)
,
мм, (6.6)
Наконец, по таблицам допусков и посадок в системе отверстия выбираем посадку с учётом найденных по формуле (6.6) Ndmin и Nd.max, по следующим соотношениям
ei -ES ≥Ndmin
es ≤ Ndmax
В соотношениях (6.7) и на рис.6.2 обозначены:
Dном -d - за номинальный диаметр принимаем d (рис.6.1);
es и ES - верхние отклонения вала и отверстия;
ei - нижнее отклонения вала;
Td и TD - допуски для вала и отверстия.
Наиболее характерные посадки это неразъёмные соединения с запрессовкой, нагревом (охлаждением), передающие крутящий момент Т за счёт сил трения Fmp между валом и ступицей (бандаж ж/д колеса на ступице, венец червячного колеса и др.). Натяг N=du-dотв>0 - положительная разность размеров. Натяг за счёт нагрева (хуже) и охлаждения (лучше) жидким воздухом в 1,5-2,5 раза увеличивает надёжность сопротивления смещению по сравнению с запрессовкой (гребешки высот неровностей обработки контактирующих поверхностей Rz1 (вал) и Rz2 (втулка) меньше мнутся).
При совместном действии Fa и Т (рис.6.1) (наиболее общий случай в виде комбинированной нагрузки) сила трения, минимально необходимая для работы соединения
![]() ,
Н (6.1)
,
Н (6.1)
Откуда минимально необходимое посадочное давление на сопряженных поверхностях
 ,
Н/мм^2 (6.2)
,
Н/мм^2 (6.2)
В формулах (6.1) и (6.2): Кси=1,5-3 - коэффициент запаса сцепления (от ответственности соединения); f - коэффициент трения, составляющий 0,2-0,3 в зависимости от материала вала и втулки, способа создания натяга; l и d показаны на рис.6.1
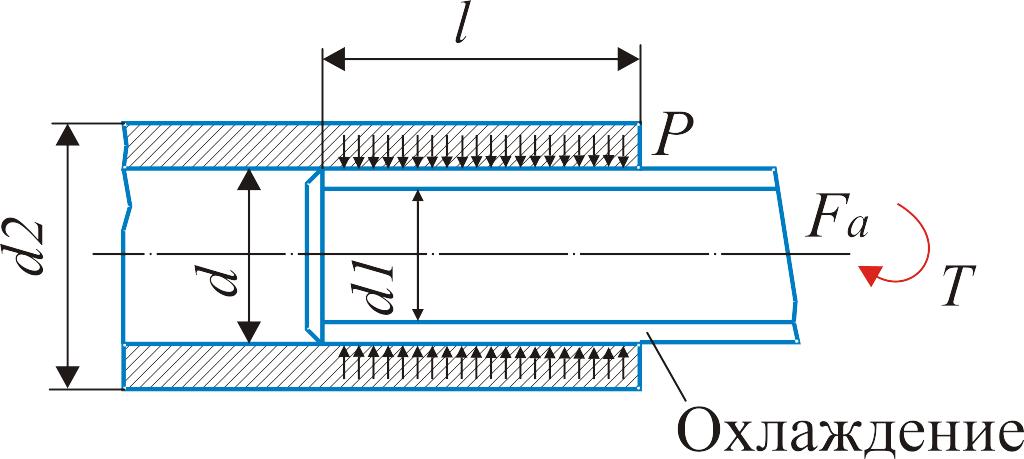
Рис.6.1
Расчётный минимальный натяг Npmin (мм) связан с Pmin зависимостью, вытекающий из решения Лямо для толстостенных сосудов:
![]() (рис.6.2),
(рис.6.2),
![]()
![]() и другие.
и другие.
Ступицу (втулку) можно спрессовать (снять) с вала (ограниченное число раз с потерей надёжности). В этом смысле соединение с гарантированным натягом можно считать условно разъёмным.
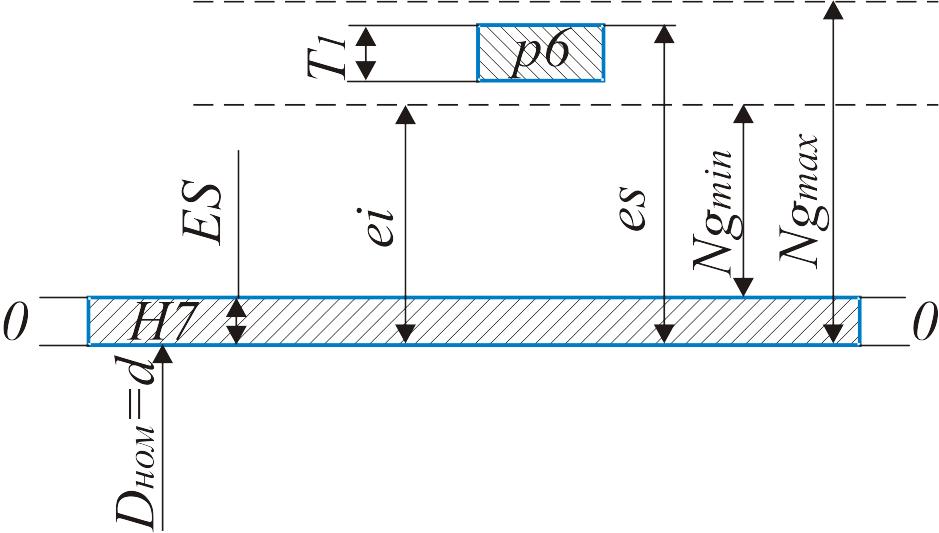
Рис.6.2