

18. Аккурад-процесс (подпресовка)
Возможность возникновения усадочных раковин устраняют использованием способов эффективной подпрессовки в процессе затвердевания отливки. Обычно подпрессовку производят через камеру прессования машины, однако при получении сложных деталей ответственного назначения применяют и местную подпрессовку массивных частей отливки, наиболее удаленных от камеры прессования. При изготовлении высоконагруженных, герметичных отливок из алюминиевых сплавов эффективную допрессовку сочетают с вакуумным литьем.
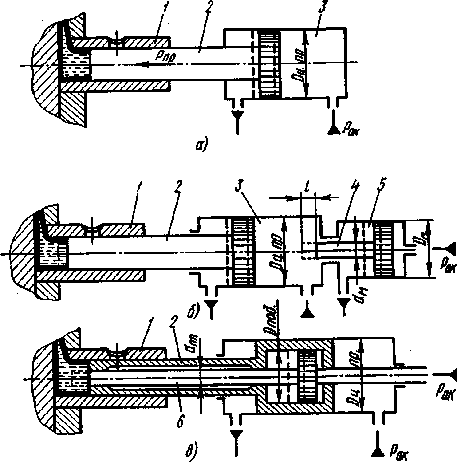 Рис.
11.32. Допрессовка при литье под давлением
на машинах с горизонтальной холодной
камерой прессования: а
— при
использовании обычного прессующего
устройства, б — при использовании
мультипликатора давления, в
— при
использовании двойного плунжера
(аккурад-процесс); / — камера прессования,
2
— прессующий
плунжер, 3 — основной цилиндр механизма
прессования, 4
— плунжер
мультипликатора, 5 — цилиндр мультипликатора,
6
— подпрессовочный
(встроенный) плунжер
Рис.
11.32. Допрессовка при литье под давлением
на машинах с горизонтальной холодной
камерой прессования: а
— при
использовании обычного прессующего
устройства, б — при использовании
мультипликатора давления, в
— при
использовании двойного плунжера
(аккурад-процесс); / — камера прессования,
2
— прессующий
плунжер, 3 — основной цилиндр механизма
прессования, 4
— плунжер
мультипликатора, 5 — цилиндр мультипликатора,
6
— подпрессовочный
(встроенный) плунжер
Недостаточная эффективность подпрессовки, осуществляемой с помощью обычного прессующего механизма (рис. 11.32, а), в котором усилие подпрессовки Рпод равно усилию прессования Рпр, определяется тем, что к моменту окончания заливки и начала подпрессовки в камере прессования образуется корка затвердевшего на стенках металла (нерабочая часть пресс-остатка). Поэтому часть Рпр расходуется на преодоление сопротивления (смятие) этой корки и реальное усилие, передаваемое на незатвердевшую (рабочую) часть пресс-остатка, часто оказывается недостаточным для подпитки отливки, устранения в ней усадочных дефектов и уменьшения внутренних (усадочных) напряжений.
В современных машинах литья под давлением применяют устройства, повышающие эффективность подпрессовки: мультипликаторы давления (рис. 11.32, б) или двойные плунжеры (рис. 11.32, в). Мультипликатор давления, включающийся сразу после окончания заполнения формы расплавом и остановки плунжера 2, передает на него с помощью плунжера 4 дополнительное давление. В результате усиление, действующее на пресс-остаток возрастает.
Подпрессовка на машинах с двойным плунжером (аккурад-процесс) состоит в том, что в момент окончания заполнения пресс-формы из основного плунжера выдвигается встроенный в него подпрессовочный 6 не входящий в соприкосновение с затвердевшей частью пресс-остатка, а оказывающий давление непосредственно на жидкую его часть, чем и обеспечивается эффективность подпрессовки, В рассматриваемом случае усилие подпрессовки равно Рпод = Рак(Dпод*dпод)2.
19. Вакуумно-компресионное литьё.
Этот способ совмещает предварительное вакуумирвание расплава с целью понижения содержания в нем растворенных газов, заливку расплава в форму вакуумным всасыванием и всестороннее давление воздуха на затвердевающую отливку.
Установка (рис. 4.7) состоит из двух камер, в верхней камере располагается форма 1 (металлическая или песчаная) так, чтобы литник соединялся с верхней частью металлопровода 3.
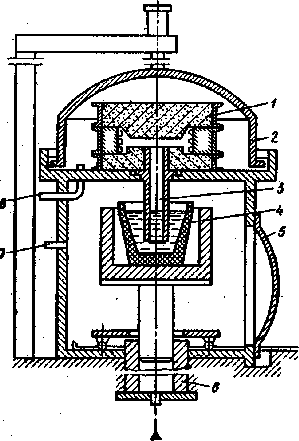
Рис. 4.7 – Вакуумно-компресионная установка
Форму покрывают стальным колпаком 2 и для гермитичности запирают специальными затворами. В нижнюю камеру закатывают тигель 4, камеру герметически закрывают крышкой 5. Камеры формы и тигля соединяются с вакуумной системой трубопроводами 7 и 8 для дегазации сплава и формы. По окончании дегазации гндроцилиндр 6 поднимает тигель с расплавом и металлопровод погружается в расплав. Затем давление в камере формы постепенно снижают: создается разница давлений в нижней и верхней камерах, благодаря чему происходит всасывание расплава из тигля в полость формы. Разница давлений в камерах формы и тигля обычно не превышает 25 кПа. После заполнения формы отверстие металлопровода перекрывается ив камеру формы по трубопроводу 8 подается сжатый воздух, отливка затвердевает под всесторонним давлением. Избыточное давление в верхней камере выше давления газов в растворе. Поэтому оставшиеся в расплаве после вакуумирования газы из него не выделяются. Газы остаются в отливке в виде раствора и не образуют в ней газовой пористости, что повышает механические свойства. Этим способом получают сложные отливки без пористости с высокими механическими свойствами.