

16. Литье под давлением в машинах с гузнеком
На черпаковых (гузнековых) машинах (рис. 11.25, б) давление воздуха оказывается только на ограниченную поверхность зачерпнутой порции металла, поэтому расплав в тигле меньше окисляется, охлаждается и насыщается газами. Однако эти машины более сложны, чем тигельные, менее надежны в работе; их применяют в настоящее время редко также для литья свинцово-оловянных и цинковых сплавов. Наиболее универсальными и широко используемыми в производстве отливок под давлением являются поршневые машины.
17.Качество металла отливок при литье под давлением.
Особенности формирования отливки:
1. Поток расплава в литниковой системе и полости пресс-формы движется с высокими скоростями. Скорость впуска расплава в пресс-форму колеблется от 0,5 до 120 м/с, а конечное давление на расплав может достигать 490 МПа. Форма заполняется за десятые, а часто и за сотые доли секунды. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготовлять весьма тонкостенные отливки с толщиной стенки менее 1 мм. Высокая кинетическая энергия движущегося расплава и статическое давление в момент окончания заполнения формы способствует получению чистой поверхности отливки.
2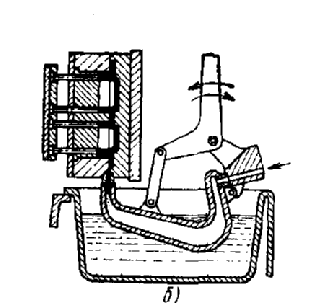 Металлическая форма — пресс-форма —
практически негазопроницаема. При
запрессовке расплава в пресс-форму,
после перекрытия прессовым поршнем
заливочного окна часть воздуха из камеры
прессования удаляется в полость
пресс-формы. При высоких скоростях
впуска расплава в полость пресс-формы
воздух, а также пары, газы, продукты
разложения смазочного материала,
образующиеся при его взаимодействии с
расплавом, не успевают полностью
удалиться из пресс-формы за время ее
заполнения расплавом, препятствуют
заполнению пресс-формы и попадают в
расплав. Это способствует образованию
неслитин, неспаев, раковин и газовоздушной
пористости в отливках. Газовоздушная
пористость уменьшает плотность отливок,
снижает их герметичность и пластические
свойства. Воздух, газы, продукты разложения
смазочного материала, находящегося в
порах отливки, затрудняют ее термическую
обработку: при нагреве отливки газы
расширяются, отливка коробится, на ее
поверхности появляются пузыри. Для
устранения газовоздушной пористости
в отливках используют также специальные
способы литья под давлением
Металлическая форма — пресс-форма —
практически негазопроницаема. При
запрессовке расплава в пресс-форму,
после перекрытия прессовым поршнем
заливочного окна часть воздуха из камеры
прессования удаляется в полость
пресс-формы. При высоких скоростях
впуска расплава в полость пресс-формы
воздух, а также пары, газы, продукты
разложения смазочного материала,
образующиеся при его взаимодействии с
расплавом, не успевают полностью
удалиться из пресс-формы за время ее
заполнения расплавом, препятствуют
заполнению пресс-формы и попадают в
расплав. Это способствует образованию
неслитин, неспаев, раковин и газовоздушной
пористости в отливках. Газовоздушная
пористость уменьшает плотность отливок,
снижает их герметичность и пластические
свойства. Воздух, газы, продукты разложения
смазочного материала, находящегося в
порах отливки, затрудняют ее термическую
обработку: при нагреве отливки газы
расширяются, отливка коробится, на ее
поверхности появляются пузыри. Для
устранения газовоздушной пористости
в отливках используют также специальные
способы литья под давлением
3. Высокая интенсивность теплового взаимодействия между расплавом, отливкой и пресс-формой, что обусловлено ее высокой теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними, способствует изменению структуры, особенно в поверхностных слоях отливки, повышению ее прочности.
4. В момент окончания заполнения пресс-формы, до затвердевания питателя давление на расплав в камере прессования, развиваемое прессовым поршнем, передается на расплав в полости формы. Это улучшает питание усадки отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате возрастают плотность, герметичность, механические свойства отливки. Однако давление на расплав в пресс-форме действует до тех пор, пока питатель не затвердеет. После этого давление на затвердевающую отливку не передается, поэтому эффективность действия подпрессовки ограничена.
5. Использование металлической пресс-формы с точными размерами рабочей полости и давление на расплав и затвердевающую отливку способствуют повышению точности отливок по массе и размерам. Высокая точность размеров отливок до 8—13-го ква-литетов по СТ СЭВ 45—75 позволяет уменьшить припуски на обработку до 0,3—0,8 мм, а в некоторых случаях полностью исключить обработку резанием; остается только зачистка мест удаления питателей и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95—0,98. Шероховатость поверхности отливок под давлением зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно отливки под давлением имеют шероховатость /?г —204-Ю мкм и даже Ка= 1,254-0,63 мкм.