

Способ плоской печати
Способ плоской печати применяется в:
-
литографии — прямой способ печати с печатной формы из камня. Перед окрашиванием камень был увлажнен, вследствие чего участки, свободные от изображения, не воспринимали краску;
-
фототипии (прямой способ печати, полутона при этом способе воспроизводятся без растрирования, благодаря различной степени набухания желатины при контакте с водой);
-
офсетной печати (непрямой способ печати). В традиционном офсете форма увлажняется увлажняющим раствором. В сухом офсете на формный материал нанесен силиконовый слой (толщина слоя около 2 мкм), который отталкивает краску. При его удалении открывается поверхность печатной формы, воспринимающая краску;
-
способе «Ди-лито» (прямой способ печати с офсетных печатных форм).
Разновидности форм плоской офсетной печати
На форме плоской печати печатающие и пробельные элементы практически расположены на одном уровне (рис. 8), но имеют разные физико-химические свойства. Печатающие элементы обладают гидрофобными свойствами, т. е. способностью отталкивания воды, и одновременно олеофильными свойствами, позволяющими им воспринимать краску. В то же время пробельные (непечатающие) элементы печатной формы, наоборот, имеют гидрофильные и в то же время олеофобные свойства, благодаря чему они воспринимают воду и отталкивают краску. Гидрофобность печатающим элементам и гидрофильность пробельным элементам придают в процессе изготовления форм.
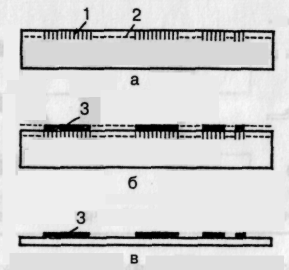
Рис. 8. Схема формы плоской печати и оттиска с нее: 1 — печатающий элемент; 2 — пробельный элемент; 3 — краска
В зависимости от вида печатных машин формы плоской офсетной печати имеют различные форматы и толщину от 0,15 до 0,5 мм.
В зависимости от природы формных пластин различают формы металлические, полимерные и бумажные. В свою очередь, металлические формы могут быть монометаллическими и биметаллическими. Монометаллической называют форму, у которой печатающие и пробельные элементы создаются на одном металле. Среди материалов для печатных форм на металлической основе значительное распространение получил алюминий (по сравнению с цинком и сталью). У биметаллической формы печатающие и пробельные элементы создаются на разных металлах. Печатающие и пробельные элементы монометаллических форм находятся на одной и той же металлической поверхности. На биметаллических формах печатающие элементы располагаются на одном металле (обычно меди), а пробельные — на втором металле (хром, реже никель).
В настоящее время применяются преимущественно светочувствительные алюминиевые формные пластины с предварительно нанесенной фотополимеризующейся композицией на основе диазосоединений. Необходимое зернение поверхности пластины выполняется электрохимическим путем и на заключительном этапе оксидируются.
Формирование изображения осуществляется благодаря различным свойствам поверхности пластин после их экспонирования и проявления. Печатные формы вследствие воздействия света и обработки образуют воспринимающие или отталкивающие краску элементы. Оксид алюминия, который при особой обработке основы представляет собой тонкий слой, образует стабильную гидрофильную поверхность. Актиничный свет (содержащий УФ-излучение), воздействующий на поверхность светочувствительного материала на формной пластине, вызывает его химические изменения.
Печатные формы на лавсановой основе применяются для работ среднего качества. Они используются для печати работ малого формата (А4 и А3). Для записи используется диффузионный перенос комплексов серебра.
Печатные формы на бумажной основе используются для малоформатных офсетных машин, где материалом-основой служит специальная бумага. Запись изображения на бумажную основу осуществляется электрофотографическим способом. Формы используются преимущественно при печати малых тиражей и при изготовлении однокрасочной продукции с низкими требованиями к качеству. Способ находит также применение при печати смесевыми (внетриадными) красками. Максимальный формат бумажной основы не превышает А3.
Для цифровой записи изображения используются:
-
формные пластины на алюминиевой основе с фотополимеризуемым копировальным слоем (неактиничное освещение). Разрешающая способность — примерно, как и у традиционных (при линиатуре 175 lpi воспроизводятся растровые точки в диапазоне 2–98%). Мощность лазера составляет около 0,1–0,2 мДж/см2. При обжиге фотополимерных форм цифра может превышать 1 млн оттисков;
-
формные пластины на алюминиевой основе с копировальным слоем на основе галогенида серебра (неактиничное освещение). Для обработки необходимы специальные проявляющие составы, а также техническое оснащение для восстановления отработанного серебра и очистки стоков. Мощность лазера составляет около 0,001–0,003 мДж/см2. Серебросодержащие формы имеют высокую разрешающую способность и обеспечивают воспроизведение градации изображения в диапазоне 1–99% при линиатуре 200 lpi. Пластины имеют более высокую тиражеустойчивость (до 350–400 тыс. отт.), чем термальные (100–150 тыс. отт.);
-
пластины-сэндвич (неактиничное освещение). Они состоят из 2-х слоев, нанесенных на алюминиевую основу: слоя галогенида серебра, под которым находится диазослой;
-
термочувствительные пластины на алюминиевой основе (дневной свет). Чувствительное покрытие преобразуется не воздействием света, а высокой температурой, т. е. излучением невидимого спектра. В зависимости от вида пластин под воздействием ИК-излучения с длиной волны 830 нм и выше происходит либо полимеризация, либо разрушение связей полимера покрытия, либо изменение его физико-химического состояния, либо просто выжигание. Изображение формируется после того, как чувствительное покрытие достигает определенной температуры. Мощность лазера составляет около120–190 мДж/см2;
-
беспроцессные пластины, действие которых основано на изменении смачиваемости поверхности.
Сущность печатного процесса в плоской печати. Перед нанесением краски форму увлажняют, и пробельные элементы удерживают на себе влагу. Затем наносят жирную вязкую краску, которая закрепляется только на печатающих элементах, так как они жировосприимчивы, и не остается на пробельных (они отталкивают краску и воспринимают только воду). После наката краски подается бумага и посредством давления получается оттиск. Толщина красочного слоя на всех участках оттиска одинакова. Воспроизведение тональности в плоской печати производится так же, как и в высокой печати, за счет различной площади печатающих элементов. Бумага для плоской печати должна быть влагостойкой, так как в процессе печати соприкасается с увлажненными пробельными элементами, поэтому для плоской печати выпускают специальную бумагу.
При получении оттиска в плоской офсетной печати перед накатыванием печатной краски 2 на форму 1 наносится увлажняющий раствор 6. При давлении печатная форма входит в контакт (рис. 9, а) с резинотканевой пластиной 4, выполняющей также и функцию декеля цилиндра 3 и передает на нее увлажняющий раствор и краску (путем деления исходного слоя).
|
|
1 — форма; 2 — слой печатной краски; 3 — цилиндр, покрытый резинотканевой пластиной 4; 5 — бумага; 6 — увлажняющий раствор |

Рис. 9. Схема получения оттиска в плоской офсетной печати
Резинотканевая пластина образует зону контакта (рис. 9, a1) с бумагой 5, которая воспринимает с пластины часть красочного слоя. Такое двойное деление красочного слоя обеспечивается благодаря тому, что силы адгезии, взаимодействующие между печатной формой и краской, а также резинотканевой пластиной и запечатываемым материалом, всегда больше когезионных сил в печатной краске. Однако в связи с двойным переносом красочного слоя, он на оттиске получается более тонким (1,0–2,0 мкм), чем в высокой печати. Изображение на форме прямое.
Схемы построения ротационного печатного аппарата офсетных машин. Печатные аппараты офсетных машин могут быть построены по трех-, четырех-, пяти- и девятицилиндровой схеме (рис. 10).
|
|
|
|
|
|
|
|




Рис. 10. Схема построения печатных аппаратов офсетных машин: I — трехцилиндровая; II — четырехцилиндровая; III — пятицилиндровые; IV — девятицилиндровые
При трехцилиндровой схеме построения (рис. 10, а) печатный аппарат имеет формный 1, офсетный 2 и печатный 3 цилиндры одинакового диаметра или же печатный цилиндр имеет диаметр вдвое больший, что обеспечивает меньшую деформацию запечатываемого материала.
Печатный аппарат, построенный по четырехцилиндровой схеме (рис. 10, б) имеет два формных 1 и 1' и два офсетных 2 и 2' цилиндра одинакового размера (резина-к-резине). Офсетные цилиндры по отношению друг к другу при печатании служат также печатными цилиндрами. Бумажный лист, проходящий между двумя офсетными цилиндрами, запечатывается одновременно с двух сторон.
Пятицилиндровый печатный аппарат (рис. 10, в) состоит из двух формных 1 и 1', двух офсетных 2 и 2' и одного общего печатного цилиндра 3, диаметр которого в два раза больше диаметра формного и офсетного. Пятицилиндровая схема построения печатного аппарата обеспечивает получение одностороннего двухкрасочного оттиска за один оборот печатного цилиндра.
Девятицилиндровая (планетарная) схема построения печатного аппарата (рис. 10, г) характеризуется наличием одного печатного цилиндра 3, а количество формных 1 и офсетных 2 цилиндров, расположенных вокруг печатного цилиндра, соответствует количеству применяемых печатных красок. Таким образом, за один оборот печатного цилиндра получается односторонний многокрасочный оттиск.
Сателлитная схема относится к двухкрасочным печатным машинам. Печатный аппарат состоит из 2-х формных, одного офсетного и одного печатного цилиндра. Одна из секций приставная, откидывающаяся.
По взаимному расположению устройств машины разделяются на балконные (рис. 10, в), у которых все устройства расположены на одном уровне, и ярусные (рис. 10, б) — устройства на разных уровнях.
Двухкрасочные и многокрасочные машины могут быть агрегатированы из трехцилиндровых печатных секций, на основе двухкрасочных пятицилиндровых групп или четырех неполных трехцилиндровых секций с одним общим цилиндром.
Характерные признаки оттисков плоской печати:
-
красочные слои очень тонкие, полупрозрачные, матовые;
-
растровые точки имеют разный диаметр, но одинаковую насыщенность. Распределение краски по площади элементов равномерное;
-
из-за некоторого растискивания краски края печатающих элементов получаются неровными (волнистыми);
-
в самых светлых участках растровые элементы достигают минимальных размеров или могут отсутствовать;
-
на оборотной стороне нет рельефа.
|
|
|


Рис. 11. Оттиск с форм офсетной печати с неровными краями