

Расчетное задание по ткм
Требуется сварить изделие из листовой стали толщиной δ=2,5 мм точечной контактной сваркой. Провести оценку свариваемости материала изделия.
Определить:
-
сопротивление rд.к свариваемах деталей к концу нагрева;
-
общее количество теплоты Qээ, затрачиваемое на образование соединения;
-
сварочный ток Iсв и ток Iш шунтирования.
толщина δ = 2,5 ммлиста tсв=0,28 с ,
время протекания сварочного тока
шаг tш=60 мм точек
Таблица 1
Варианты исходных данных
|
№ варианта |
Материал |
δ, мм |
tсв, с |
tш, мм |
|
17 |
12Х18Н10Т |
2,5 |
0,28 |
60 |
Общие сведения
Способность соединяемых металлов образовывать при сварке качественное сварное соединение оценивают их свариваемостью [1, 2]. Свариваемость – комплексная характеристика металла, характеризующая его реакцию на физико-химическое воздействие процесса сварки и способность образовывать сварное соединение отвечающее заданным эксплуатационным требованиям.
Основные критерии свариваемости следующие:
-
окисляемость металла при сварке, зависящая от его химической активности;
-
сопротивляемость образованию горячих трещин и трещин при повторных нагревах;
-
сопротивляемость образованию холодных трещин и замедленному разрушению;
-
чувствительность металла к тепловому воздействию сварки, характеризуемая его склонностью к росту зерна, структурными и фазовыми изменениями в шве и зоне термического влияния, изменением прочностных и пластических свойств;
-
чувствительность к образованию пор;
-
соответствие свойств сварного соединения эксплуатационным требованиям; к таким свойствам относятся: прочность, пластичность, выносливость, ползучесть, вязкость, жаростойкость и жаропрочность, коррозионная стойкость и др.
Различают физическую и технологическую свариваемость. Под физической свариваемостью понимают способность металлов образовывать в результате сварки каким-либо способом монолитные соединения с химической связью.
Технологическая свариваемость – технико-экономический показатель. Она характеризует возможность получения сварного соединения требуемого качества, удовлетворяющего требованиям надежности конструкции при эксплуатации, с применением существующего оборудования при наименьших затратах труда и времени.
Технологическая свариваемость определяется совокупностью свойств основного металла, характеризующих его реакцию на термодеформационный цикл сварки. Кроме того, она зависит от способа и режима сварки, конструктивных особенностей свариваемого изделия и условий его последующей эксплуатации и пр.
Для оценки
сопротивления деталей к концу нагрева
![]() используют упрощенную схему теплового
состояния металла [2, 3]. В частности,
считают, что сопротивление двух пластин
толщиной δ можно представить как сумму
сопротивлений двух других условных
пластин I и II, каждая из которых нагрета
до средней постоянной температуры Т1
и Т2 (рис. 1) и имеет ту же толщину
δ. Тогда
используют упрощенную схему теплового
состояния металла [2, 3]. В частности,
считают, что сопротивление двух пластин
толщиной δ можно представить как сумму
сопротивлений двух других условных
пластин I и II, каждая из которых нагрета
до средней постоянной температуры Т1
и Т2 (рис. 1) и имеет ту же толщину
δ. Тогда
![]() . (1)
. (1)
Удельные
электросопротивления деталей ρ1
и ρ2 зависят от рода металла
(табл. 2), вида его термомеханической
обработки и температуры (рис. 2).
Значения ρ1 и ρ2 определяют
соответственно для температур Т1
и Т2. Так, при сварке деталей
из низкоуглеродистых сталей принимают
равными 1200 ºС и 1500 °С, а для
алюминиевых сплавов 450 ºС и 630 ºС.
Коэффициент kп учитывает
неравномерность нагрева деталей. Для
сталей kп = 0,85,
для алюминиевых и магниевых сплавов –
0,9. Диаметр рабочей части электрода
dэ = 2δ + 3. Коэффициент
А равен отношению
![]() (
(![]() – электрическое сопротивление
цилиндрического столбика металла длиной
δ и диаметром dэ).
За счет шунтирования тока в массу
детали
– электрическое сопротивление
цилиндрического столбика металла длиной
δ и диаметром dэ).
За счет шунтирования тока в массу
детали
![]() всегда меньше
всегда меньше
![]() ,
а коэффициент А < 1. Кроме
того, А зависит от отношения
,
а коэффициент А < 1. Кроме
того, А зависит от отношения
![]() (рис. 3). Чем меньше это отношение, тем
меньше А, тем больше разница между
(рис. 3). Чем меньше это отношение, тем
меньше А, тем больше разница между
![]() и
и
![]() .
При сварке деталей толщиной 0,8 – 3 мм
А ≈ 0,8.
.
При сварке деталей толщиной 0,8 – 3 мм
А ≈ 0,8.
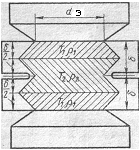
Рисунок 1 – Схема расчета электрического сопротивления к концу цикла сварки
Таблица 2