

1.2.3 Определение степени чесания
Вытяжку между главным барабаном и питающим цилиндром принято называть степенью чесания. Степень чесания определяют по формуле
где Dг.б и Dп.ц — соответственно диаметры главного барабана
и питающего цилиндра, м;
nг.б и nп.ц — соответственно частота вращения главного барабана
и питающего цилиндра, об/мин;
i п.ц- г.б — передаточное число от питающего цилиндра
до главного барабана.

Пример. Определить степень чесания и линейную плотность слоя волокон на поверхности главного барабана при zx = 21, zB1 =33, zB2 =44 зуб. и линейной плотности холста 400 000 текс.
Линейная плотность слоя волокон на поверхности главного барабана
1.2.4 Расчет при заправке и перезаправке чесальной машины
Определить число зубьев сменных вытяжных и ходовой шестерен для выработки чесальной ленты линейной плотности 3450 текс из холста линейной плотности 417 000 текс, количество угаров, выделяемое на чесальной машине, равно 4% и частота вращения съемного барабана 20,5 об/мин.
Общая вытяжка с учетом угаров
Число зубьев сменных вытяжных шестерен находят из уравнений:
Последнее уравнение принято по конструктивным соображениям. Решая эти два уравнения при Е=116, находят
![]()
Число зубьев ходовой шестерни находят из уравнения
![]()
При nс.б =20,5 об/мин
zХ=18 зуб.
При перезаправке сменные шестерни пересчитывают.
Число зубьев новой вытяжной шестерни
где
![]() —
соответственно числа зубьев новой и
прежней
—
соответственно числа зубьев новой и
прежней
вытяжных шестерен;
![]() — линейная плотность
новой и прежней чесальной
— линейная плотность
новой и прежней чесальной
ленты.
Число зубьев новой ходовой шестерни
где
![]() —
число зубьев новой и прежней ходовой
—
число зубьев новой и прежней ходовой
шестерен;
![]() — новая и прежняя
частота вращения съемного
— новая и прежняя
частота вращения съемного
барабана.
1.2.5 Определение производительности чесальной машины
Теоретическая производительность
где ![]() — соответственно диаметр и частота
вращения
— соответственно диаметр и частота
вращения
валиков лентоукладчика.
При выработке ленты линейной плотности Тл = 4 ктекс

Фактическая, или плановая, производительность
![]()
![]() — коэффициент
использования машины (0,98—0,985).
— коэффициент
использования машины (0,98—0,985).
Время срабатывания холста, мин
где mх — масса холста, кг;
πDx.B nx.B — скорость холстовых, валиков, м/мин;
Тх — линейная плотность холста, текс.
При mх=16 кг, Tх=400 000 текс и скорости холстовых валиков 0,75 м/мин
Время наработки полного таза, мин
где mт — масса ленты в тазу (8 кг).

Кинематические схемы ЧМ см. приложения 3.
1.3 Предварительный прочесыватель чесальных машин. Приемный барабан чм - конструкция и расчет
П редварительный
прочесыватель является самостоятельной
частью чесальной машины (ее узлом) и
предназначен для предварительного
рыхления — разделения клочков массы
волокна на более мелкие группы волокон,
освобождения их от оставшихся примесей
растительного и минерального происхождения.
редварительный
прочесыватель является самостоятельной
частью чесальной машины (ее узлом) и
предназначен для предварительного
рыхления — разделения клочков массы
волокна на более мелкие группы волокон,
освобождения их от оставшихся примесей
растительного и минерального происхождения.
Предварительный прочесыватель состоит из группы валиков и барабанов различных диаметров, обтянутых пильчатой или игольчатой лентой.
Рассмотрим технологические процессы, происходящие в предварительном прочесывателе.
Разрыхление волокнистой массы. Между двумя сопряженными рабочими органами происходит растяжение — растаскивание крупных клочков на более мелкие клочки, отдельные группы и отдельные волокна. Процесс происходит благодаря тому, что зубья гарнитуры рабочих органов направлены в противоположные стороны и двигаются один относительно другого, причем v2>v1.
Съем волокнистой массы. Переход волокна с одного рабочего органа на другой имеет место, когда зубья или иглы на рабочих органах направлены в одну сторону и при условии, что скорость снимающего органа больше скорости рабочего органа (с которого снимается волокно).
В зависимости от направления наклона зубьев или игл, номера и профиля гарнитуры, направлений вращения и относительной скорости между двумя рабочими органами может осуществляться частичный переход волокон с одного рабочего органа на другой с одновременным их разрыхлением (на более мелкие группы) и перемешиванием.
Посторонние примеси удаляются отбойными валиками (по образующим валиков установлены стальные ножи-полосы) или неподвижными ножами, которые устанавливаются на малом (регулируемом) расстоянии от поверхности быстровращающегося барабана с гарнитурой.
Мощность предварительного прочесывателя определяется количеством повторных операций, т. е. числом линий разрыхления, съема волокна и удаления примесей. Количество повторных операций зависит от качества перерабатываемого волокна, степени засоренности, длины волокна и предварительной степени рыхления.
В шляпочной чесальной машине, предназначенной для переработки хлопкового и штапельного волокна, предварительный прочес осуществляет приемный барабан во взаимодействии с питающим цилиндром и столиком, сороотбойным ножом и расчесывающими валиками.
Приемный барабан 1 (рис.5), обтянутый пильчатой лентой, интенсивно разделяет подаваемый питающим цилиндром слой хлопка (холста) на мелкие пучки и отдельные волокна. Слой хлопка, свешивающийся в виде бородки на рабочей грани питающего столика, прочесывается зубьями приемного барабана. Волокна, захваченные зубьями приемного барабана, подвергаются воздействию сороотбойного ножа 4, расчесывающего валика 2 и съемного валика 3 и передаются главному барабану.
Для направления воздушного потока между главным барабаном и приемным устанавливаются разделяющие листы 8.
Исследования в этой области показали, что в зоне приемного барабана разделяется на отдельные волокна до 80% клочков хлопка; 20 — 30% клочков значительно уменьшаются в размерах и по массе.
При взаимодействии приемного барабана 1 с сороотбойным ножом происходит интенсивное выделение различного рода сорных примесей и волокон с пороками (жгутиков, незрелого волокна, остатков хлопковых семечек, стебельков и др.). Под расчесывающими валиками выделяется главным образом короткое волокно — пух.
Исследования показали, что в зоне приемного барабана выделяется около 55% примесей, содержащихся в холсте, и до 75% от общего количества примесей, выделяемых на чесальной машине.
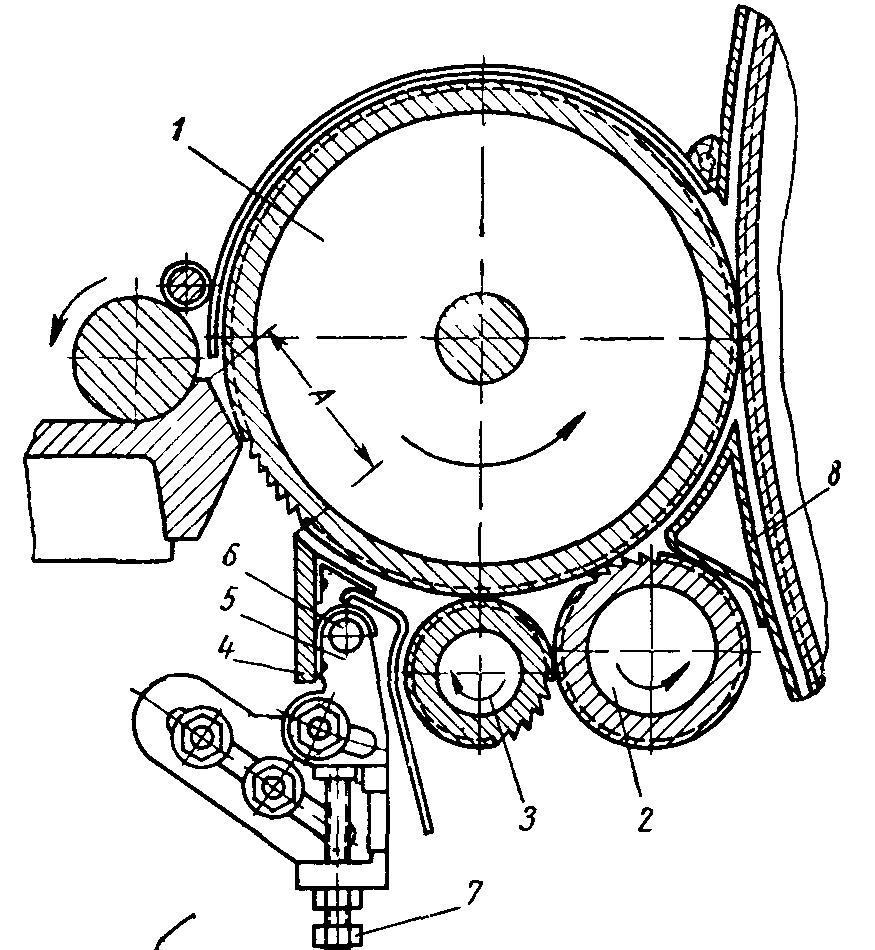


Рисунок 5 - Предварительный прочесыватель чесальной машины ЧМС-450:
1 — приемный барабан; 2 — рабочий расчесывающий валик; 3 — съемный валик; 4 — сороотбойный нож; 5 — траверса; 6 — ось; 7 — болт; 8 — разделяющие листы
Количество
выделяемых угаров зависит от установки
сороотбойного ножа 4.
Регулируются
три параметра: расстояние А
от
носика питающего столика до сортоотбойного
ножа (А=77
94 мм),
угол а наклона ножа
![]() и расстояние между ножом и приемным
барабаном.
и расстояние между ножом и приемным
барабаном.
При регулировке траверса 5 поворачивается вокруг оси 6 и перемещается поступательно. Болтом 7 устанавливают разводку (зазор) между ножом и приемным барабаном. Рекомендуются: разводка 1,5 мм;
А=
90 мм;
![]() .
.
Скорость вращения рабочего валика (3,78—10,8 об/мин) пропорциональна скорости вращения питающего цилиндра. Диаметр рабочего валика 88 мм. Скорость вращения съемного валика 825 об/мин, диаметр 60 мм. Скорость вращения приемного барабана 1380 об/мин, диаметр по гарнитуре 234 мм. Отношение окружных скоростей главного и приемного барабанов 1,39.
Bo всех чесальных машинах приемный барабан (рис.6) представляет собой чугунный полый цилиндр 1 , жестко соединенный с днищами 2. Барабан установлен на валу 3. Приемный барабан обязательно статически и динамически балансируется.
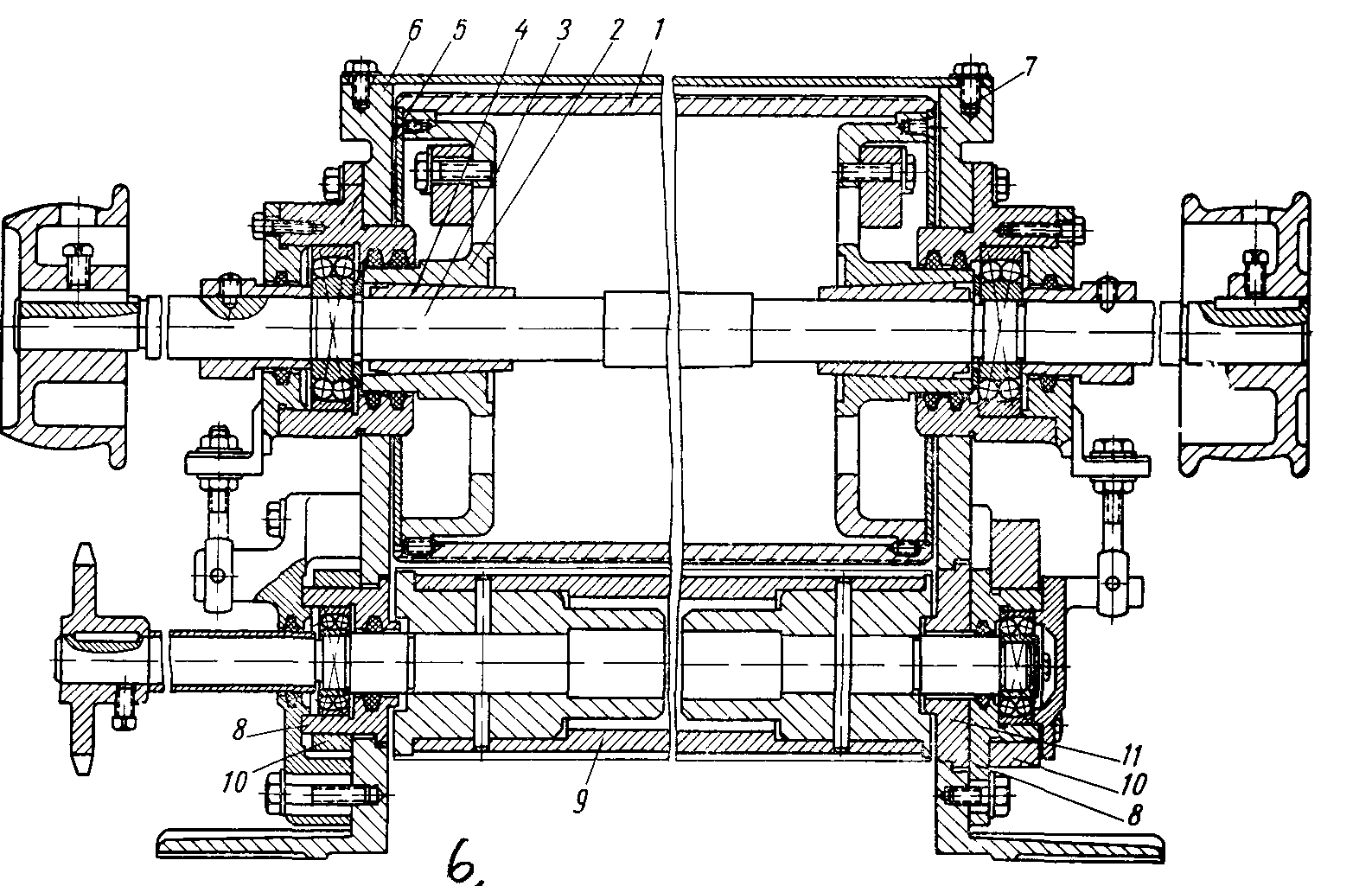

Рисунок 6 - Приемный барабан и рабочий валик:
1 — полый цилиндр; 2 — днища; 3 — вал; 4 — втулка; 5, 8 — корпусы подшипника; 6, 7 — щеки; 9 — рабочий валик; 10 — хомут; 11 — заглушка
Днища устанавливаются жестко на валу 3 на конических втулках 4. Опорами барабана служат шарикоподшипники. Корпусы 5 шарикоподшипников крепятся к щекам 6 и 7, которые являются станинами (каркасом) узла приемного барабана.
Корпусы 8 подшипников рабочего валика крепятся также к торцам щек каркаса.
На корпусы 8 подшипников надеты хомуты 10, в горизонтальных пазах которых установлены подшипники съемного (чистительного) валика.
Заглушка 11 закрывает фигурный паз в правой щеке, служащий для протаскивания валиков во время сборки и разборки узла.
Конструкция узла приемного барабана предусматривает установку его на машине в собранном виде.
Для регулировки зазоров между валиками 2 и 3 (рис.5) и зазоров между валиками 2; 3 и приемным барабаном 1 имеются регулировочные болты.
Расчесывающий и съемный валики представляют собой стальные трубы (диаметр расчесывающего валика 80 мм, съемного валика — 52 мм) с запрессованными в них цапфами. Трубы обтягиваются цельнометаллической пильчатой лентой.
На приемном барабане по внешней поверхности нарезаются узкие канавки по винтовой линии. Число заходов для разных конструкций машин может быть различно — от 1 до 8. В канавки запрессовывается пильчатая лента.
