

2.5.3. Выбор производительности и расчет количества электродуговых и индукционных печей
Определение количества необходимых электродуговых и индукционных печей, задавшись емкостью из табл. П.2.3. и П. 2.4., осуществляют по формуле (10):
Nэл.дуг. =Nинд.=Q/Qэл.печи +1 (10)
Q – годовая мощность производства стали в электродуговых или индукционных печах, т(пункт.2.3, 2.4);
Qэл.Печи - масса стали, выплавляемой одной электрической печью в год,т.
Qэл.печи = Gпечи nпл,
Gпечи - емкость садка, т; nпл - число плавок в год,
nпл =Тгод /τпл;
где Тгод – годовой фонд времени работы печей, ч (8760); τпл – длительность одной плавки, ч (см. табл. П.2.3. – 2.4.)
Таблица П.2.3.
Характеристика электродуговой печи
|
Емкость (садка), т (G) |
Длительность плавки, ч(τ) |
Производительность, т/ч |
|
5 |
3 |
1,5 |
|
10 |
4 |
2 |
|
15 |
5 |
2,5 |
|
25 |
6 |
3,8 |
|
40 |
6,5 |
5,7 |
|
100 |
8 |
11,5 |
|
200 |
12 |
15,1 |
Максимальная температура нагрева - 1700 °С.
Таблица П.2.4.
Характеристика индукционной печи
|
Емкость (садка), т (G) |
Длительность плавки, ч(τ) |
Производительность, т/ч |
|
1,0 |
0,75 |
1 |
|
2,5 |
2 |
1,25 |
|
4,0 |
3 |
1,3 |
|
6,0 |
4 |
1,5 |
|
10,0 |
6 |
1,7 |
|
20,0 |
8 |
2,5 |
Максимальная температура нагрева - 1700 °С.
Приложение в
Таблица П.3.1.
Варианты задания 5
|
Номер варианта
|
Тип сварного соединения
|
Способ сварки |
Номер рисунка |
|
1 |
2 |
3 |
4 |
|
1
2
3
4
5
6
7
8
9
10
11 |
Угловое lшва = =140 мм
Стыковое lшва= =1000 мм
Угловое lшва = =400 мм
Стыковое lшва= =1000 мм
Угловое lшва = =300 мм
Стыковое lшва= =2150 мм
Стыковое lшва= =6000 мм
Тавровое lшва= =150 мм
Угловое lшва= =250 мм
Стыковое lшва= =120 мм
Угловое lшва =200 мм |
Ручная дуговая
Ручная дуговая
Ручная дуговая
Автоматическая дуговая
Ручная дуговая
Автоматическая дуговая
Автоматическая дуговая
Ручная дуговая
Автоматическая дуговая
Ручная дуговая
Автоматическая дуговая |
П.3.1.
П.3.2.
П.3.3.
П.3.4.
П.3.5.
П.3.6.
П.3.7.
П.3.8.
П.3.9.
П.3.10.
П.3.11.
|
|
12
13
14
15
16
17
18
19
20
21
22
23
24
25 |
Угловое lшва =300 мм
Стыковое lшва= =450 мм
Угловое lшва = =350 мм
Тавровое lшва= =50 мм
Стыковое lшва= =1400 мм
Стыковое lшва= =4000 мм
Угловое lшва = =180 мм
Стыковое lшва=350 мм
Тавровое lшва= =40 мм
Нахлесточное lшва = =600 мм
Угловое lшва = =200 мм
Стыковое lшва= =1000 мм
Тавровое lшва= =150 мм
Стыковое lшва= =2000 мм |
Ручная дуговая
Автоматическая дуговая
Автоматическая дуговая
Ручная дуговая
Ручная дуговая
Автоматическая дуговая
Ручная дуговая
Автоматическая дуговая
Ручная дуговая
Ручная дуговая
Ручная дуговая
Ручная дуговая
Автоматическая дуговая
Ручная дуговая |
П.3.12.
П.3.13.
П.3.14.
П.3.15.
П.3.16.
П.3.17.
П.3.18.
П.3.19.
П.3.20.
П.3.21.
П.3.22.
П.3.23.
П.3.24.
П.3.25.
|


Рис. П.3.1

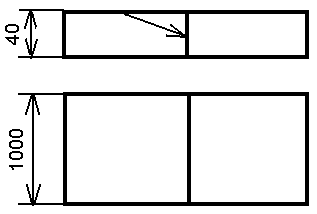
Р ис.
П.3.2.
ис.
П.3.2.

Рис. П. 3.3.


Рис. П.3.4.


Рис. П.3.5.


Рис. П.3.6.


Рис. П.3.7.


Рис. П.3.8.


Рис. П.3.9.


Рис. П.3.10.


Рис. П.3.11.


Рис. П.3.12.


Рис. П.3.13.


Рис. П.3.14.


Рис. П.3.15.


Рис. П.3.16.


Р
 ис.
П.3.17.
ис.
П.3.17.
Рис. П.3.18.


Рис. П.3.19.


Рис. П.3.20.


Рис. П.3.21.


Рис. П.3.23.


Рис.П.3.24.

Рис.П.3.25.