

6 Кинематическая схема станка
Цепью главного движения является кинематическая связь между электродвигателем Э1 и шпинделем. Такая связь осуществляется коробкой скоростей. Вал I коробки скоростей получает движение от фланцевого электродвигателя Э1 через упругую муфту. В коробке скоростей три передвижных зубчатых блока позволяют произвести по три переключения скорости между валами II и III, III и IV валами и два переключения между валом IV и шпинделем V (рис.2). Таким образом, всего шпиндель может получить 18 различных скоростей.
Уравнение кинематического баланса для привода главного движения:
-



n мин-1 Э1
·
·

·

=
n, мин-1



В приводе подач движения от электродвигателя Э2 через передачи Z28/Z29 и Z50/Z59 сообщается валу VII, затем передается валу Х через коробку подач или постоянные передачи Z29/Z56, Z56/Z41. Коробка подач имеет два трехвенцовых блока и переборное устройство (в левой части между валами VIII и Х, включающие шестерни Z19, Z21 и Z30). Вал IX коробки подач может получить девять различных скоростей. В зависимости от положения шестерни Z21 движение сообщается колесу Z30 через передачу Z21/Z30 при включенной муфте М1 или переборное устройство с передачами Z22/Z29, Z19/Z21, Z21/Z30, которые используются для уменьшения значения подач. От шестерни Z30, свободно сидящей на втулке, движение передается валу XI через предохранительную муфту М2 и муфту включения рабочих подач М3. Для ускоренной подачи включается фрикционная муфта М4 и вал XI получает движения от электродвигателя через передачи Z26/Z29, Z29/Z56, Z56/Z41.
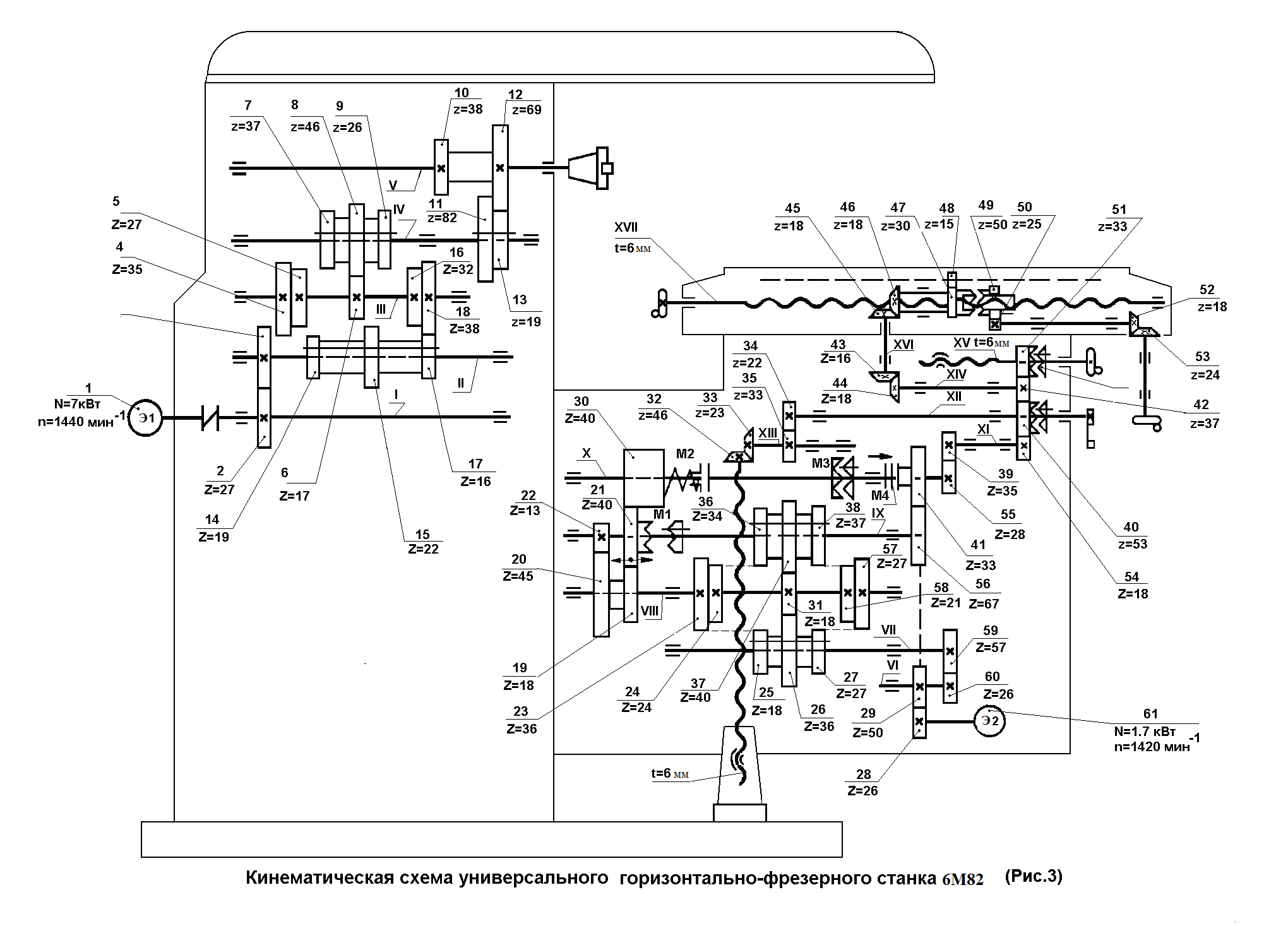
Рис. 3 Кинематическая схема горизонтально – фрезерного станка 6М82
Фрикционная муфта блокирована с муфтой включения рабочих подач М3, поэтому в случае ускоренной подачи коробка подач отключается. Движение от вала XI может передаваться по трем кинематическим цепям. При включении соответствующих кулачковых муфт осуществляется соответственно вертикальная, поперечная или продольная подача. Кулачковые муфты блокированы, поэтому возможно включение только одной подачи.
Уравнение кинематического баланса для привода подач:
|
|
|
|
|
|
|
|
|
||
|
n
Э2 · |
|
· |
|
· |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 ·
·6 Оборудование, инструмент, материалы
6.1 Горизонтально фрезерный станок 6М82.
6.2 Набор фрез.
6.3 Набор приспособлений для закрепления заготовки.
6.4 Заготовка из малоуглеродистой стали.
7 Порядок выполнения работы
7.1 По описанию к работе и непосредственно на рабочем месте ознакомиться с устройством станка 6М82 и типами фрез.
7.2 Установить и закрепить фрезу на шпиндельной оправке станка.
7.3 Установить и закрепить заготовку на столе станка.
7.4 Установить на станке число оборотов шпинделя и подачу согласно технологической карте.
7.5 Обработать заготовку согласно технологической карте.
-
Содержание отчёта
Отчёт должен содержать:
-
Название и цель работы.
-
уравнение кинематического баланса для цепи главного движения или заданных преподавателем и выполненные расчеты.
-
Эскиз обработанной детали.
-
Описание технологического процесса изготовления детали.
Контрольные вопросы
-
Перечислить виды работ, которые можно выполнять на фрезерных станках и применяемый инструмент.
-
Объяснить назначение основных узлов и органов управления станком.
-
Составить уравнение кинематического баланса цепи главного движения и цепи подач.
Список литературы
-
Технология конструкционных материалов /А. М. Дальский, Т. М. Барсукова, Л.Н. Бухаркин и др.; Под ред. А. М. Дальского -М.:_ Машиностроение, 1977, с. 503-521.
-
Паспорт горизонтально-фрезерного станка 6М82.