

Разработка технологических операций
-
разработка структуры операций и последовательности переходов;
-
разработка схемы базирования и установки при сборке и монтаже;
-
выбор технологического оснащения;
-
расчёт точности;
-
расчёт или выбор режимов и загрузки оборудования;
-
нормирование операций, выбор разряда рабочего, расчёт технологической себестоимости, выбор рационального варианта технологических операций.
Выбор рационального варианта технологического процесса
Этот выбор сводится к определению величины партии, при которой себестоимость двух сравниваемых вариантов становится равноценной.
Найти эту критическую партию можно из
равенства
![]() ,
где
,
где
![]() .
В данной формуле N –
количество изделий данного варианта
(годовая программа выпуска), Аi
– текущие затраты на одно изделие i-ого
варианта; Вi –
единовременные затраты на всю годовую
программу выпуска.
.
В данной формуле N –
количество изделий данного варианта
(годовая программа выпуска), Аi
– текущие затраты на одно изделие i-ого
варианта; Вi –
единовременные затраты на всю годовую
программу выпуска.
![]() ,
где М – расходы на материалы, З – зарплата
сотрудников; Э – расходы на обеспечение
работы (электроэнергия, вода и другое).
,
где М – расходы на материалы, З – зарплата
сотрудников; Э – расходы на обеспечение
работы (электроэнергия, вода и другое).
![]() ,
где Зн – зарплата наладчика, П –
расходы на специальные приспособления,
И – затраты на инструменты.
,
где Зн – зарплата наладчика, П –
расходы на специальные приспособления,
И – затраты на инструменты.
Из равенства
![]() получаем, что
получаем, что
![]() .
.
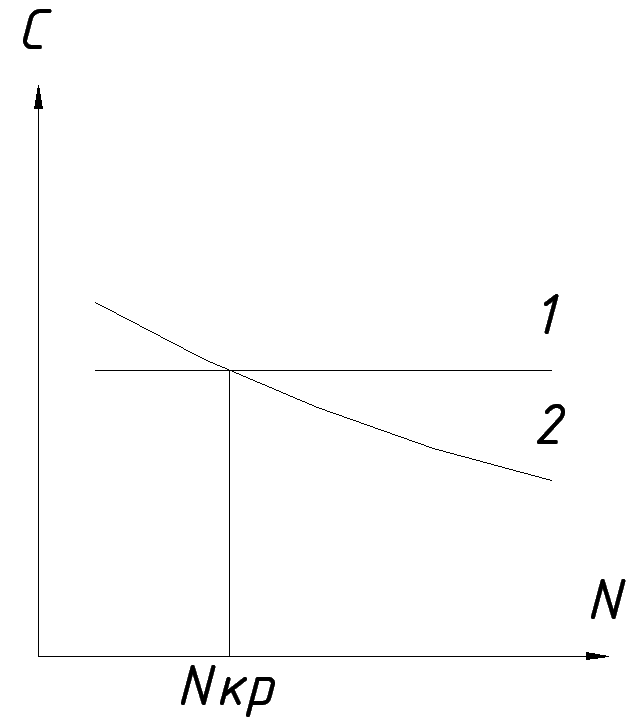
Прямая 1 – ручной труд; кривая 2 – автоматизированное производство.
Анализ технологического процесса с точки зрения техники безопасности
-
Анализ и выбор требований по шуму, вибрациям, радиации, воздушной агрессивной среды;
-
Выбор методов и средств защиты окружающей среды.
Оформление технической документации
-
Оформление эскизов операций;
-
Оформление маршрутных и операционных карт.
Общие вопросы технологии производства радиоэлектронных средств
-
Производственный процесс – совокупность действий, в результате которых материал превращается в деталь;
-
Технологический процесс;
-
Операция;
-
Переход;
-
Такт выпуска;
-
Типы производства;
-
Коэффициент закрепления операций;
-
Дифференциация и концентрация операций.
Дифференциация – разбиение сложной операции на несколько простых;
Концентрация – объединение операций.
Для серийного производства характерна концентрация операций, коэффициент закрепления 20…40 и высококвалифицированных рабочих.
Для массового производства характерна дифференциация операций, то есть на одном рабочем месте происходит одна операция и выполняется она низко квалифицированными работниками.
Виды технологических процессов:
-
Единичный – изделия одного наименования;
-
Типовой – на группу изделий имеющих одинаковые технические и конструктивные признаки (например, сборка ячейки или изготовление печатной платы);
-
Групповой – на группу изделий имеющих одинаковые технологические признаки.
Объединяет в группу произведённые детали по способу обработки (токарная, фрезерная и другие) в пределах одного предприятия, на данную группу разрабатывается групповая деталь, в которую входят все детали группы. Разрабатывают групповой технологический процесс, комплексную наладку оборудования. Групповые процессы разрабатываются в мелкосерийном производстве и для гибких производственных систем, где требуется быстрая переналадка оборудования.
По назначению технологические процессы делятся на:
-
Рабочие;
-
Перспективные.
По степени детализации процессы делятся на:
-
Маршрутные;
-
Операционные;
-
Маршрутно-операционные.
Наиболее характерные особенности типов производств.
|
Элементы сравнения |
Тип производства |
||
|
Единичное |
Серийное |
Массовое |
|
|
1) номенклатура изделий |
Большая и разнообразная, не чётко выражена |
Значительная, но определённая, несколько десятков и сотен типов |
Узкоограниченная, несколько типов |
|
2) характер продукции |
Опытные или специальные |
Установившегося типа и стандарта |
Стандартные |
|
3) специализация рабочих мест |
Отсутствует (концентрация операций) |
На выполнение нескольких операций (дифференцирование и концентрирование) |
На выполнение одной операции (дифференсация) |
|
4) оборудование |
Общенаучное и универсальное |
Общенаучное и специальное |
специальное |
|
5) расположение оборудования |
По типам станков |
По типам станков и технологическому процессу |
По технологическому процессу |
|
6) рабочие инструменты |
нормализованные |
Нормализованные и специальные |
Специальные и нормализованные |
|
7) приспособления |
универсальные |
Универсальные и специальные |
Специальные |
|
8) сборка, методы организации |
стационарная |
Подвижная и стационарная |
Подвижная |
|
9) себестоимость |
высокая |
средняя |
Низкая |
|
10) вид технологического процесса |
Единичный или групповой |
Групповой или типовой |
Единичные |
|
11) квалификация рабочих |
высокая |
средняя |
Низкая |
|
12) степень автоматизации |
Множество неавтоматизированных операций |
Низкий уровень |
Высокий уровень |
|
13) степень синхронизации операций |
необязательна |
синхронизированы |
Высокая синхронизация, транспортная связь между станками с жёстким ритмом (конвеер) |