

Разработка технологической схемы сборки
Технологическая схема сборки разрабатывается перед составлением маршрутного технологического процесса, эта схема является как бы его скелетом, необходимым для анализа собираемого изделия, для разбиения изделия на сборочные единицы более низких уровней и для определения последовательности сборки и монтажа изделия. По ГОСТу технологические схемы сборки могут быть двух видов:
-
веерного типа;
-
с базовой деталью.
Схема веерного типа разрабатывается для сложных изделий, когда имеет место параллельная сборка, настройка, регулировка сборочных единиц.
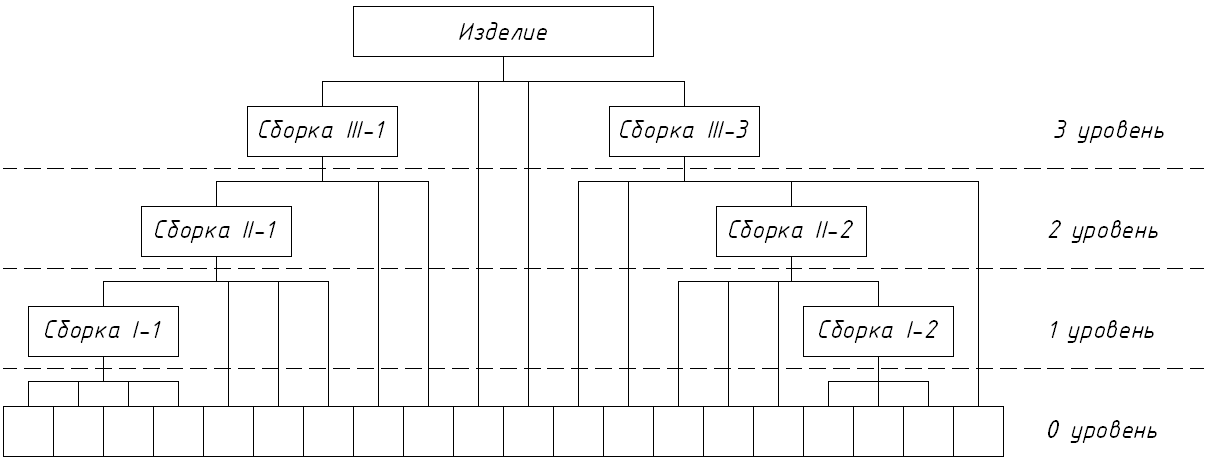
На нулевом уровне сборки размещаются детали, материалы (припой, клей).
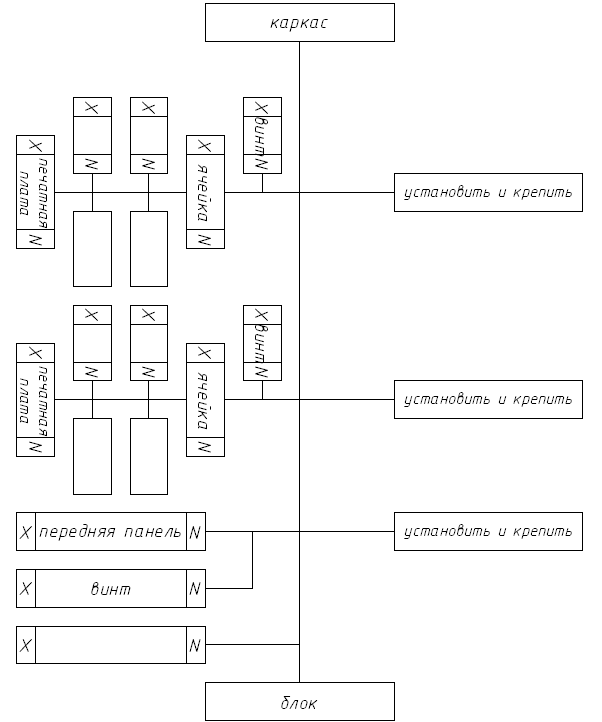
Технологическая схема сборки с базовой деталью разрабатывается для изделия средней сложности, когда большинство деталей ориентируются относительно одной (базовой).
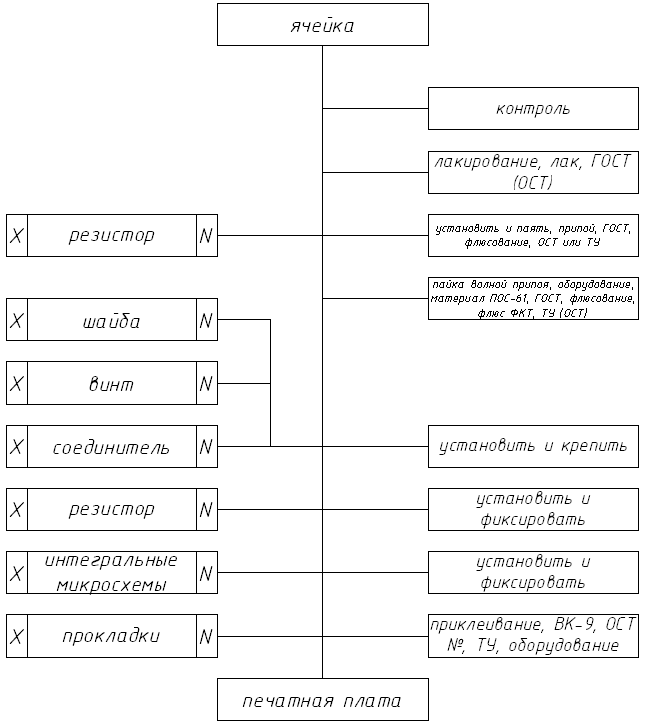
Х – количество элементов; N – номер позиции в спецификации; ячейки справа – последовательность выполнения операции.
Для смешанного и поверхностного монтажа последовательность сборки и монтажа зависит от типа сборки (смотри начальные листы).
Разработка маршрутного технологического процесса
Исходными данными для этого являются:
-
типовой технологический процесс сборки ячейки;
-
технологическая схема сборки с базовой деталью;
-
годовая программа выпуска N;
-
коэффициент закрепления операций
 .
.
По коэффициенту закрепления операций
и годовой программе выпуска рассчитывают
среднее время выпуска одного изделия
![]() ,
где τ – такт выпуска
,
где τ – такт выпуска
![]() ,
где Ф – годовой фонд времени, составляющий
2070 часов.
,
где Ф – годовой фонд времени, составляющий
2070 часов.
Тштср обеспечивается дифференцированием и/или концентрированием операций, подбором оборудования заданной производительности.
Основной задачей этапа является:
-
определение последовательности операций;
-
определение Тштср;
-
выбор оборудования.
Маршрутный технологический процесс корректируется после разработки операций. Он оформляется в маршрутную карту.
|
№ п/п |
Наименование операции |
Оборудование и кратность |
Тшт |
Разряд рабочего |
|
|
Комплектование |
|
|
|
|
1 |
Распаковка из тары поставщика |
|
|
|
|
2 |
Входной контроль параметров |
|
|
|
|
3 |
Размещение в технологической таре |
|
|
|
|
|
Подготовка к монтажу |
|
|
|
|
4 |
Формовка выводов резисторов (позиция №) (обязательно указываются номера позиций электрорадио изделий) |
|
|
|
|
n |
|
|
|
|
|
|
Установка на печатную плату |
|
|
|
|
|
|
|
|
|
Три последних графы на данном этапе не заполняются. Для более детального ознакомления можно посмотреть типовой технологический процесс и технологическую схему сборки.