

Монтаж накруткой
Он предназначен для получения контактных соединений при помощи одножильных проводов и выводов имеющих острые кромки.
Преимущества:
-
Нет необходимости в использовании припоев и флюсов;
-
Устойчивость соединений к механическим и климатическим воздействиям, возможность автоматизации монтажа.
Контактное соединение накруткой образуется в месте контакта одножильного не изолированного провода с острой кромкой вывода. В месте контакта имеет место диффузия.
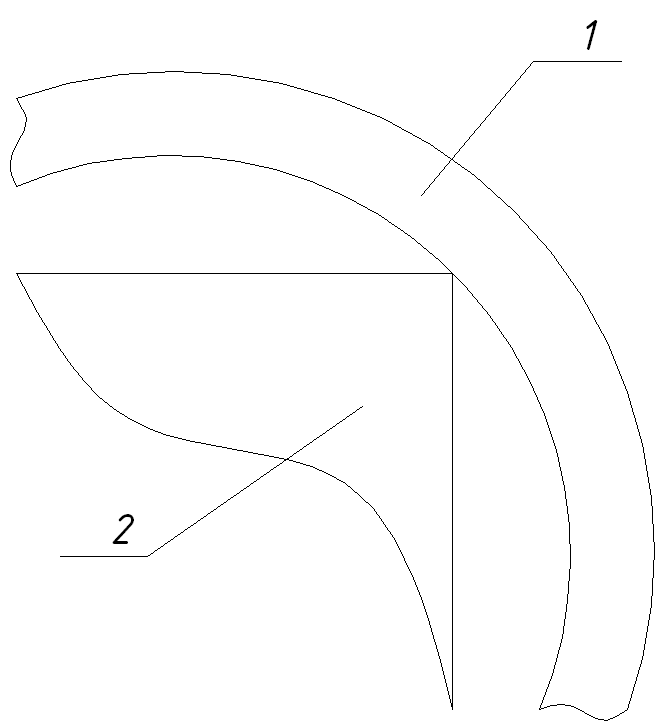
1 – провод; 2 – острая кромка вывода.
К контактным соединениям накруткой предъявляются следующие требования:
-
Минимальное и стабильное переходное сопротивление;
-
Газонепроницаемость для исключения коррозии;
-
Стабильность сопротивления при климатических и механических воздействиях;
-
Суммарная площадь зон контакта больше поперечного сечения провода.
Выводы
Их изготавливают из меди, латуни, стали, бериллиевой и фосфористой бронзы с покрытиями из золота и серебра по подслою меди, либо оловом или сплавом олово-свинец для защиты от окисления и уменьшения диффузии. Сечение могут быть в виде: квадрата, прямоугольника, ромба, двойного треугольника, u– и v–образные. Длина вывода зависит от количества соединений (которое должно быть не менее 3), числа витков соединения, диаметра провода и может быть от 12 до 39 мм.
Выводы устанавливаются в специальные основания или в колодки разъёмов запрессовкой, рядами или в шахматном порядке, базируются относительно базовых отверстий. В качестве провода используют медный одножильный провод диаметром 0,17…1,2 мм или никелевую проволоку. Применяются следующие виды контактных соединений накруткой:
-
Не модифицированное соединение состоящее из витков не изолированного провода;
-
Модифицированное соединение имеющее 2…3 витка провода в изоляции для исключения поломки первого витка;
-
Бандажные соединения состоящие из 8 витков не изолированного провода и служащие для присоединения электрорадио изделий.
Наиболее широко применяются модифицированные соединения, не модифицированные применяются когда требуется меньше шаг расположения выводов.
Брак: витки с просветом, витки в нахлёстку, витки по спирали.
Для получения контактных соединений накруткой применяются валик навивки, который имеет центральное отверстие для размещения вывода и не симметричное ступенчатое отверстие для провода, которое подаётся под углом 90° к выводу, при этом происходит перемещение вдоль вывода с вращением валика на месте.
Первый вариант: в качестве привода используются пистолет для накрутки, время получения соединения накруткой 0,3…0,8 сек. Монтажник может выполнить 30…50 соединений в час. Время в основном уходит на нахождение вывода.
Второй вариант: в качестве привода используются полуавтомат со световой индикацией 80…120 соединений в час, в котором по программе подсвечивается вывод на который монтажник с помощью пистолета производит накрутку.
Третий вариант: в качестве привода используется полуавтомат с позиционированием, который позволяет получать 200…500 соединений в час, плату с выводами устанавливают на двухкоординатный стол и базируют, при перемещении стола по программе нужный вывод подводится под накрутку.
Четвёртый вариант: автоматы, процесс практически полностью автоматизирован, оператор заправляет провод и осуществляет контроль. Производительность 500…1200 соединений в час.