

Прямое лазерное структурирование
Отказываются от печатной платы, элементная база напыляется на внутреннюю часть корпуса и затем устанавливаются поверхностно монтируемые компоненты, то есть корпус прибора становится трёхмерной печатной платой.
Травление меди с пробельных мест
Сложный окислительно-восстановительный процесс необходим для формирования рисунка схемы путём удаления меди с пробельных мест. Брак в этом случае не устраним (растравливание проводников, рваные края проводников, подтравливание проводников).
Фактор травления – отношение толщины проводящего рисунка к величине подтравливания проводника.
Наиболее широко применяется струйное травление, так как имеет место минимальный подтрав: электролит подаётся практически перпендикулярно поверхности печатной платы и не попадает на торцы проводников.
В качестве травильного раствора применяются FeCl3, но он не применяется при применении в качестве металлорезиста: свинца, никеля, а также сплавов: олово-свинец и никель-олово.
Персульфат аммония не применяется с металлорезистами олово и олово-никель, CuCl2 (кислотный и щелочной растворы) не применяется с металлорезистами олово и олово-свинец; NaCl применяется со всеми травильными резистами.
Травильные резисты:
-
Трафаретная краска (сеткографический способ);
-
Фоторезист;
-
Олово-свинец, олово, золото, золото-никель, никель, олово-никель, серебро.
Для повышения эффективности процесса: необходимо снизить процент брака, стабилизировать скорость травления, повысить скорость травления и регенерации травильных растворов.
После травления производят операцию осветления в теомочевине для удаления оксидной плёнки с проводников и контактных площадок.
Оплавление сплава олово-свинец
Это необходимо для защиты проводников (их торцов) и получения плотного, мелкозернистого покрытия, вместо пористого, склонного к окислению гальванического покрытия. После оплавления сплав олово-свинец растекается и закрывает торцы, защищая от коррозии.
Применяют 2 способа: жидкостной и инфракрасный.
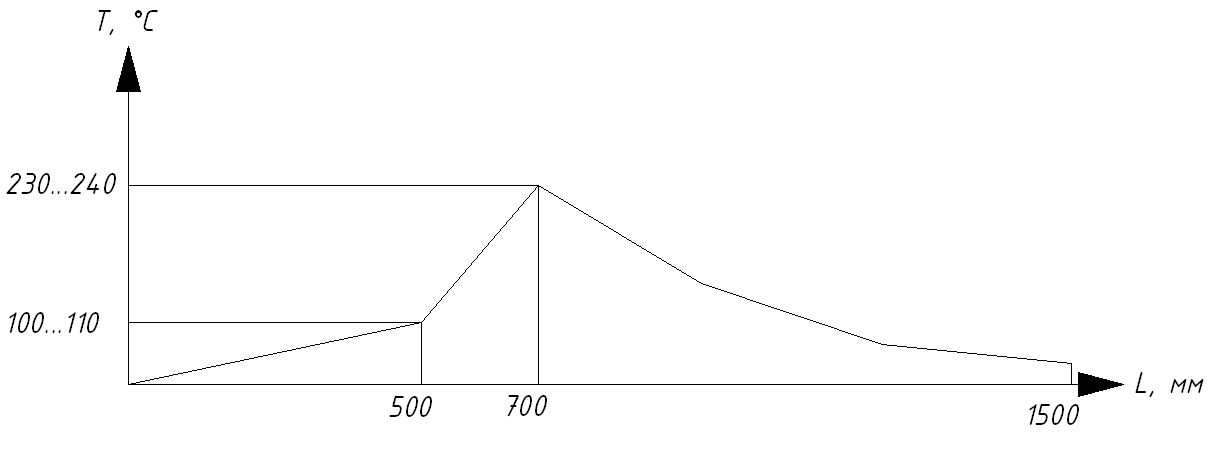
Установка для инфракрасного плавления имеет 3 зоны: предварительного нагрева, для исключения теплового удара 100…110 °С – 500 мм; зона интенсивного нагрева приблизительно 230…240 °С – 200 мм; зона охлаждения 2 ряда по 8 вентиляторов: приблизительно 30…40 °С – 800 мм.
Дефекты: неоплавленные участки, расслаивание многослойных печатных плат; снижение сопротивления изоляции, потемнение диэлектрика.
Обработка печатных плат по контуру
Применяют штамповку для удаления технологического поля, с подогревом при толщине до 2 мкм для исключения сколов и трещин; фрезерование по контуру; скрайбирование с последующим выламыванием печатной платы.
Маркировка
Маркировка осуществляется тем же способом, которым получается защитный слой. Указываются: завод изготовитель; наименование платы; заводской номер; месяц и год изготовления и специальные знаки облегчающие сборку; места установки электрорадио изделий, напряжения установки диодов и другое.
Контроль
После выдержки в камере влажности проверяют сопротивление изоляции между двумя параллельными проводниками; наличие/отсутствие коротких замыканий и целостности проводников. При этом используют оборудование с контактирующими устройствами: «ложе из гвоздей» с подпружиненными контактами, а также оптическую систему выявления дефектов (внутренних и наружных).
Консервация
Покрытие не активными флюсами поверхности печатной платы.
Прессование в многослойные печатные платы
Дефекты: расслоение, коробление (необратимое).
Собирается пакет, состоящий из чередующихся сигнальных, изолирующих и экранирующих (при необходимости) и других слоёв, в пресс-форме по базирующим отверстиям. Закрывают крышку пресс-формы и устанавливают на многоярусные гидравлические прессы. Режимными параметрами являются температура нагрева 160…170 °С, давление первой и второй ступени, время и скорость охлаждения.
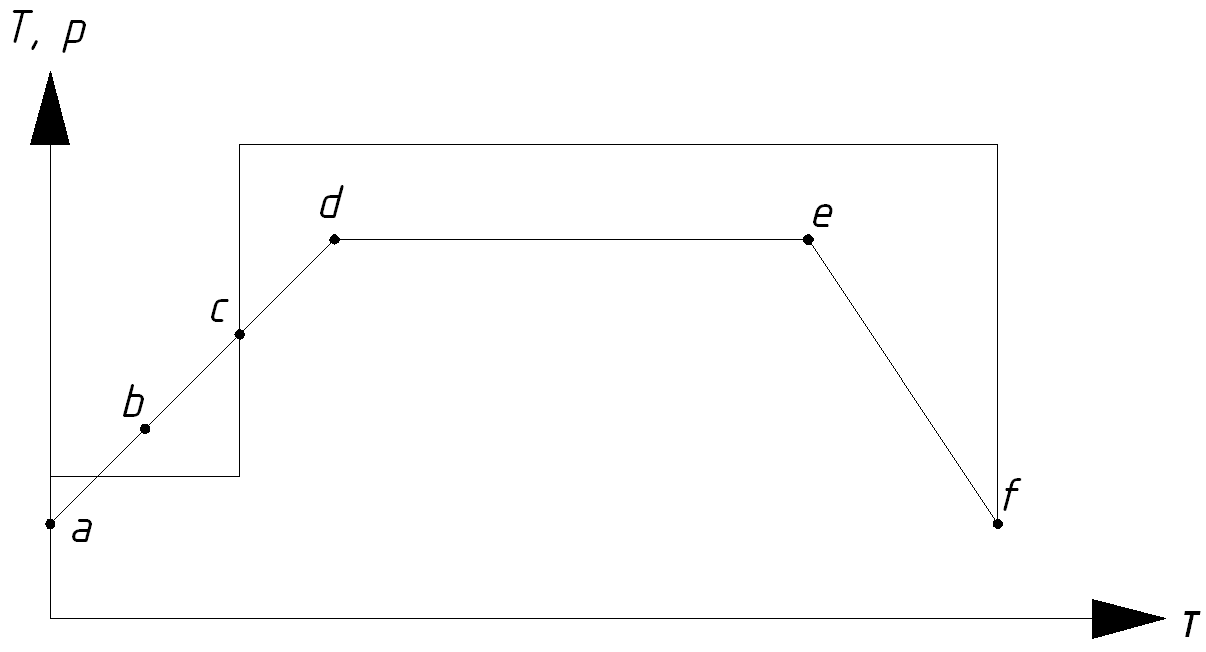
ab – нагрев и удаление летучих компонентов; bd – время желатинизации смолы (c – момент желатинизации смолы); de – время полимеризации и затвердевания смолы; ef – время охлаждения до температуры 30…40 °С.
Изоляционные прокладки пропитываются недополимеризированной эпоксидной смолой.
Приложение второй ступени (давления) должно совпадать с моментом желатинизации смолы. Участок bd определяется экспериментально для каждой партии материала.
Виды дефектов операции прессования: расслоение, коробление, разнотолщинность, как результат неравномерный рисунок схемы на сигнальных слоях.
Последние разработки на данной операции: оборудование фирмы Brükle – прессы с вакуумированием, для удаления остатков жидкости из диэлектрического материала слоёв.