

Министерство науки и образования Российской Федерации Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Самарский Государственный Аэрокосмический Университет имени академика С.П.Королева
Кафедра производства летательных аппаратов и управления качеством в машиностроении
Расчет и проектирование технологического процесса изготовления детали вытяжкой.
Выполнил: студент группы 1407 Семыкин С.В. Проверил: Федотов Ю.В.
2009
ЗАДАНИЕ
Разработать технологический процесс изготовления цилиндрической детали из материала АМг6М с толщиной листа S0=1,5 мм.

РЕФЕРАТ
Расчётная работа: 14 стр, 1 рис., 1 табл, 1 прил.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, ЗАГОТОВИТЕЛЬНО-ШТАМПОВОЧНОЕ ПРОИЗВОДСТВО, ЗАГОТОВКА, ВЫТЯЖКА, ВЫРУБКА.
Составлен технологический процесс изготовления детали вытяжки из материала Ст 10 с толщиной листа S0=0,8 мм. Выполнен раскрой листового материала, рассчитаны усилия резки заготовок, подобраны гильотинные ножницы; вычислены усилия, необходимые для вырубки заготовки, вытяжки детали в две операции, подобрано соответствующее оборудование; составлена маршрутная карта технологического процесса.
СОДЕРЖАНИЕ
СОДЕРЖАНИЕ 4
ВВЕДЕНИЕ 5
ВЫПОЛНЕНИЕ РАБОТЫ 6
1. Приблизительный вариант изготовления детали. 6
2. Анализ технологичности детали. 6
3. Определение размеров заготовки 6
5. Подбор гильотинных ножниц. 8
6. Определение усилие вырубки заготовки в инструментальном штампе. 8
9. Определение усилия вытяжки заготовки. 9
10. Усилие одновременной обсечки детали и пробивки отверстия d12 в штампе совмещенного действия. 11
11. Усилие одновременной пробивки 4 отверстий d4. 12
12. Составление маршрутно-операционного процесса. 12
ЗАКЛЮЧЕНИЕ 13
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 14
ВВЕДЕНИЕ
Целью данной работы является ознакомление с принципами разработки технологических процессов изготовления деталей в заготовительно-штамповочном производстве.
Особенностями заготовительно-штамповочного производства являются:
-
большое количество обрабатываемых деталей;
-
большая номенклатура марок материалов;
-
высокая производительность производственных процессов;
-
высокий коэффициент использования материала;
-
возможность изготовления большого числа взаимозаменяемых деталей;
-
Большой объём и сжатые сроки технологической подготовки производства;
и д.р.
Процесс изготовления детали вытяжкой включает в себя следующие основные операции: раскрой листового материала на полосы, нарезка полос на гильотинных ножницах, вырубка заготовки, операция вытяжки. Выбор варианта раскроя листа выполняется из условия наилучшего использования материала листа – наибольшего коэффициента использования материала. Подбор гильотинных ножниц выполняется исходя из необходимого усилия резания, габаритов листа и т.д. Операция вытяжки, в зависимости от геометрических параметров детали и характеристик материала, выполняется в один или несколько переходов. Подбор пресса производится по усилию вытяжки и геометрическим параметрам заготовки и пресса.
ВЫПОЛНЕНИЕ РАБОТЫ
1. Приблизительный вариант изготовления детали.
Анализируя конструкцию и материал детали, принимаем следующую технологическую схему её изготовления:
-
Раскрой листа на полосы;
-
Вырубка в штампе из полосы заготовки;
-
Вытяжка заготовки в штампе;
-
Доводка детали вручную;
-
Сверление отверстий.
2. Анализ технологичности детали.
Деталь выполняется из материала Ст 10.
Данный материал имеет следующие характеристики:
σ b = 400 МПа, σ т = 250 МПа, σср = 320 МПа, δ 10 = 35%, ψ = 68%, E = 2·105, n = 0.158,
k = 619 МПа.
При изготовлении деталей в заготовительно-штамповочном производстве необходимо учитывать основные технологические требования к конструкции плоских деталей, получаемых вырубкой и пробивкой по толщине листа и размеру заготовки.
Данная деталь удовлетворяет и основным технологическим требованиям к конструкции вытянутых деталей.
Данная деталь удовлетворяет основным технологическим требованиям. Таким образом, можно сделать вывод о ее технологичности.
3. Определение размеров заготовки
Согласно справочнику [1, табл.32] для цилиндрической детали без фланца формула расчета диаметра заготовки с учетом влияния радиусов закруглений имеет вид:
![]() .
.
Учтем припуск по высоте на обрезку. По таблице 35 [1] для данной детали он равен 2,5 мм. Тогда h=40+2,5=42,5 мм.
![]()
4. Раскрой листа на полосы.
Параметры полосы материала в основном зависят от марки и толщины материала, величины перемычек между вырубаемыми заготовками, расположения заготовок в полосе, конструкции штампа, точности работы оборудования для раскроя листов, применяемых средств механизации подачи полосы в штамп.
Принимаем для разрабатываемого техпроцесса, что лист на полосы разрезается на гильотинных ножницах. Заготовки из полос вырубаются в штампе без бокового прижима полосы и с подачей материала в рабочую зону вручную. Заготовки располагаются в полосе в один ряд.
Формула для расчёта ширины полосы в этом случае имеет вид [1,табл. 142]:
![]()
b=2 мм [1,табл. 139] - величина перемычки между заготовками; Δш = 0,8 мм[1, табл.144] - односторонний допуск на ширину полосы; z = 1,5 мм [1, табл.143] - гарантийный зазор между полосой и направляющими штампа.
![]()
По ГОСТу выбираем листы габаритом 1000 х 2000 мм и 1200 х 2000 мм.
Рис. 1.
Расположение полос при раскрое листа
Шаг расположения заготовок на полосе составляет:
t =D + a, t =96.5 +1,2 = 97,7 мм
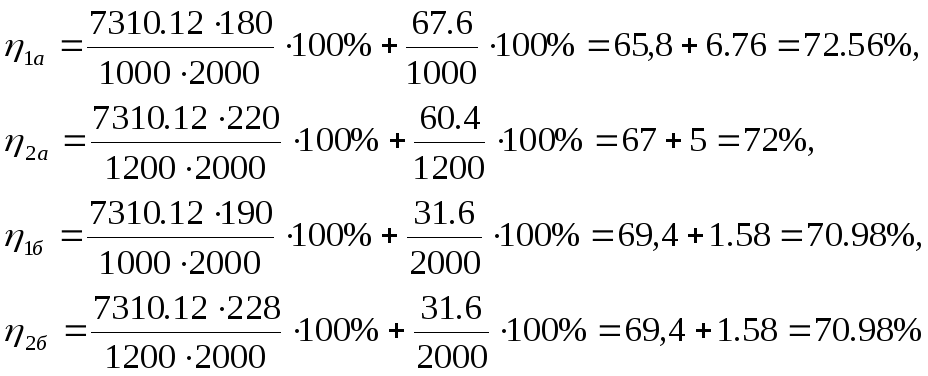
Определим количество заготовок, которое можно получить при раскрое листов по вариантам "а" и "б".
Таблица 1. Количество заготовок, получаемых из листов при различных вариантах раскроя

Произведём расчет коэффициентов использования материала листов.
![]()
где f – площадь заготовки;
n – количество заготовок, получаемых из листа;
Aл Bл – габариты листа.
![]() ,
,
![]() .
.
где
![]() используемый
отход
используемый
отход
Таким образом, для разработки техпроцесса изготовления деталей выбираем лист габаритом 1000 х 2000, раскрой по варианту "а",и разрезаем его на полосы 1000х103,6
5. Подбор гильотинных ножниц.
Подбор гильотинных ножниц производится исходя из усилия резания и ширины (длинной стороны) отрезаемой полосы. Усилие резания определяем по формуле
![]()
где S0 – толщина листа материала, S0 = 0,8мм,
σср = 320 МПа
φ - угол створа ножниц, принимаем ориентировочно φ = 1,5°,
k =1.3- коэффициент, учитывающий затупление ножей, разброс толщины и механических свойств материала и др.
![]()
Н![]() ожницы
для резки материала толщиной S
0
< 1,6
мм , пределом
прочности·σв
< 500МПа и
шириной реза < 1600мм
по
каталогу выбираем модель
Н-472 (ГОСТ 6282-52). Правильность их выбора
проверяем по развиваемому
усилию резания
ожницы
для резки материала толщиной S
0
< 1,6
мм , пределом
прочности·σв
< 500МПа и
шириной реза < 1600мм
по
каталогу выбираем модель
Н-472 (ГОСТ 6282-52). Правильность их выбора
проверяем по развиваемому
усилию резания
Таким образом, для техпроцесса можно рекомендовать гильотинные ножницы модели Н-472..