

4.2 Обработка карманов
Карманы верхней одежды очень разнообразны по внешнему виду, конструкции и способами обработки. Применение карманов различных видов позволяет разнообразить модели одежды. Но помимо декоративного, карманы имеют и утилитарное значение.
Конструкция и обработка карманов должны обеспечить следующие каче-ственные показатели: прочность соединительных швов карманов и надежность его соединения с одеждой; формоустойчивость отделочных деталей (клапаны, листочки и др.) и входа в карман, прочность подкладки; симметричность парных деталей по форме, по ярко выраженному рисунку тканей и расположению на деталях одежды; высокое качество оформления не только внешнего вида карманов, но и их деталей, находящихся с изнанки одежды.
Способы обработки карманов зависят от вида изделия, вида материала и применяемого оборудования.
Боковые карманы подразделяют на прорезные (с листочкой, клапоном и двумя обтачками), накладные (различной формы) и карманы в шве.
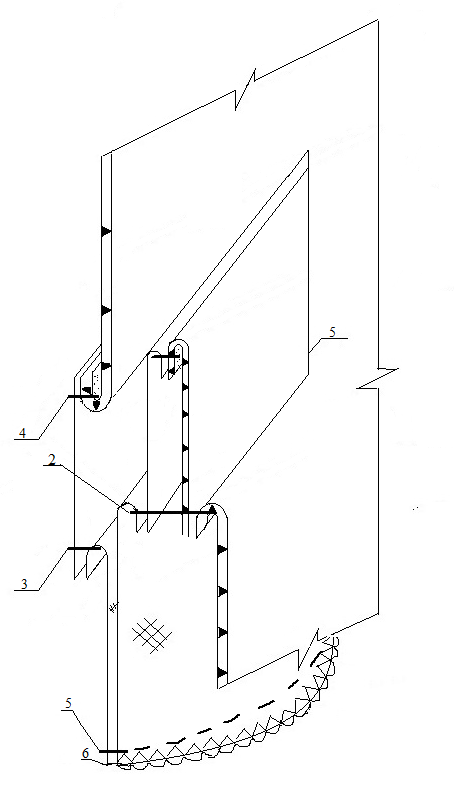
При обработке карманов в шве, подзор и обтачка кармана могут быть цельнокроенными (рисунок 6а) или отрезными (рисунок 6б), это закладывается на стадии изготовления лекал.
Для разрабатываемой модели А (рисунок 1), мы остановились на способе обработке бокового кармана в шве с цельнокроенным подзором и обтачкой(рисунок 6б). В этом случае карман получается боле простым в обработке и внешне более аккуратней (тонкий край входа в карман, меньше запасов швов, которые могут пролегать).


а)


б)
Рисунок 6 – Обработка бокового кармана в шве
Модель В имеет боковые прорезные карманы с листочкой с втачными концами. На рисунке 6 изображены три метода обработки таких карманов.

а) б)

в)
Рисунок 7 –Обработка прорезных карманов с листочкой с втачными концами
Три метода являются достаточно качественными, однако для модели В выбран второй метод обработки (рисунок 6в).
Для увеличения скорости изготовления пальто, при обработке карманов можно за один прием притачать листочку и подкладку к переду изделия (строчка 1 рисунок 7а), в этом случае качество изделия снижается по сравнению с поочередной обработкой того же узла (рисунок 7в)
Так как мы стремимся выпускать качественные вещи, то предпочтение отдаем поочередной обработке данного узла.
Модель Б имеет боковые накладные карманы.
Обработка накладных карманов выполняется в два этапа: заготовка на-кладных карманов и соединение заготовленных карманов с основными деталями одежды.
В изделиях верхней одежды при обработке верхних срезов вподгибку предварительно по намеченным линиям или по надсечкам прокладывают клеевую кромку.
На рисунке 8 изображены 2 метода обработки накладных карманов.

а)

б)
Рисунок 8 – Обработка накладных карманов
Для модели Б был выбран первый способ обработки (рисунок 8а). Данный узел не вызывает затруднений в обработке, не трудоемкий и прочен в процессе носки изделия.