

67.Диффузионная сварка в вакууме
Диффузионная сварка - способ сварки без расплавления основного металла за счёт нагрева и сдавливания соединяемых деталей. В месте сварки деталей происходит диффузия одного металла в другой.
Отличительной особенностью диффузионной сварки от других способов сварки давлением является применение относительно высоких температур нагрева (0,5-0,7 Тпл) и сравнительно низких удельных сжимающих давлений (0,5-0 МПа) при изотермической выдержке от нескольких минут до нескольких часов. Среда в которой происходит диффузионная сварка, в значительной мере влияет на сварное соединение, поэтому она чаще всего осуществляется в вакууме, имеющем хорошие защитные свойства: не только исключается окисление и взаимодействие с азотом при сварке, но и удаляются оксидные пленки
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стёкол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов и др. Преимущества диффузионной сварки определяются отсутствием плавления металла при сварке, незначительными изменениями свойств основного металла, минимальными остаточными напряжениями и деформациями, большой точностью изготовления узлов, чем при сварке плавлением, малой вероятностью образования трещин, возможностью сварки разнородных металлов. Диффузионная сварка широко применяется в машиностроении
72. Внешняя хар-ка источников питания сварочной дуги. Сварочный генератор постоянного тока
И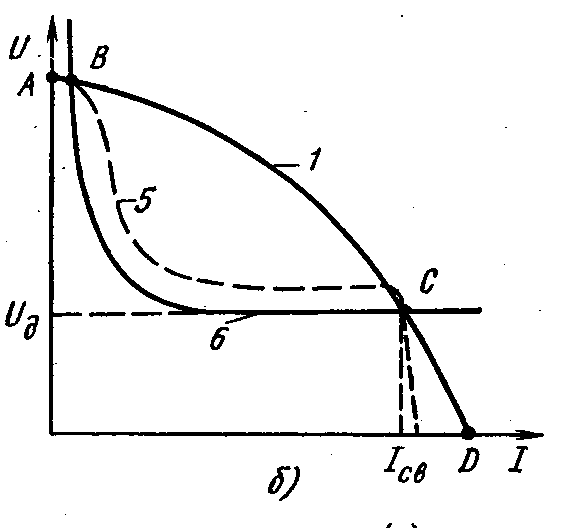
 сточники
тока для питания сварочной дуги должны
иметь специальную внешнюю характеристику.
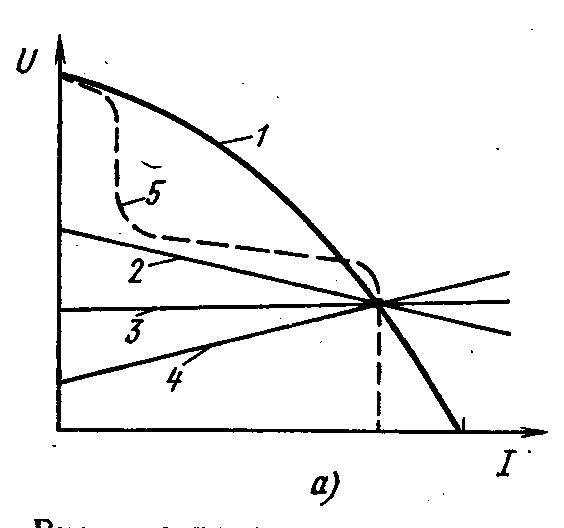
Внешней характеристикой источника
называется зависимость напряжения на
его выходных клеммах от тока в электрической
цепи. Внешние характеристики могут быть
следующих основных видов: падающая 1,
пологопадающая 2, жесткая 3 и возрастающая
4 (рис. а). источник тока выбирают в
зависимости от вольт-амперной
характеристики дуги, соответствующей
принятому способу сварки.
сточники
тока для питания сварочной дуги должны
иметь специальную внешнюю характеристику.
Внешней характеристикой источника
называется зависимость напряжения на
его выходных клеммах от тока в электрической
цепи. Внешние характеристики могут быть
следующих основных видов: падающая 1,
пологопадающая 2, жесткая 3 и возрастающая
4 (рис. а). источник тока выбирают в
зависимости от вольт-амперной
характеристики дуги, соответствующей
принятому способу сварки.
Д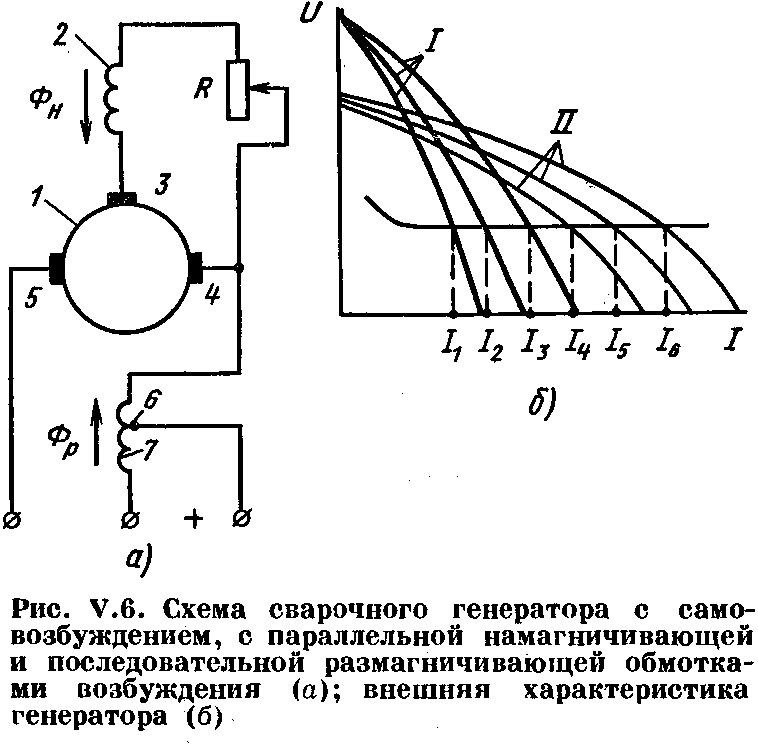 ля
питания дуги с жесткой характеристикой
применяют источники с падающей или
пологопадающей внешней характеристикой(РДС,
автоматическая под флюсом, сварка в
защитных газах НПЭ).
ля
питания дуги с жесткой характеристикой
применяют источники с падающей или
пологопадающей внешней характеристикой(РДС,
автоматическая под флюсом, сварка в
защитных газах НПЭ).
Сварочные генераторы. Эти генераторы являются электрическими машинами постоянного тока, которые в зависимости от конструктивных особенностей могут иметь различные внешние характеристики. Падающая внешняя характеристика генераторов обеспечивается специальной схемой включения обмоток возбуждения либо особой конструкцией полюсов статора и якоря.
2 – параллельно намагн. обмотка
7 – последовательно размагн. обмотка
1 – якорь 3 – дополн и 4 и 5 –основные щетки
эти обмотки генератора вкл таким образом, что создаваемые ими магнитные потоки напр-ны на встречу др к др. при этом намагн поток Фн не зависит от нагрузки, а размагн поток Фр возрастает по мере увеличения сварочного тока. В результате взаимодействия магнитных потоков генератор имеет падающую внешн хар-ку. Сварочный ток изменяют след способами: ступенчатого регулирования; плавного регулирования в пределах одной ступени – за счет введения реостата в цепь параллельной намагничивающей обмотки 2.