

6. Изготовление литейных форм на встряхивающих машинах.
На стряхивающих машинах изготавливают достаточно высокие формы на этих машинах так же изготавливают с высокими ребрами подинами. уплотнение формовочной смеси происходит за счет инерционных сил при встряхивании.
-
Наполнительная рама
-
Опока
-
Модельная отливка
-
Модельная плита
-
Стол машины
-
Поршень
-
Цилиндр
-
Формовочная смесь
В процессе работы в цилиндр машины подается сжатый воздух поршень машины подымается вверх при достижении верхнего отверстия воздух резко вырывается наружу и резко падает давление и поршень резко падает вниз при резкой остановки частички формовой смеси движутся вниз процесс занимает 30-40 сек. Здесь наблюдается не равномерное уплотнение внизу и верху.
5. Изготовление литейных форм на прессовых машинах.
-
Наполнительная рама
-
Опока
-
Модельная отливка
-
Модельная плита
-
Стол машины
-
Поршень
-
Цилиндр
-
Формовочная смесь
-
Дополнительная рамка
10- Уплотняющая колодка
На столе машины укрепляется модельная плита с моделью опока и наполнительная рамка. В опоку и наполнительную рамку засыпают формовочную смесь при подачи в нижнею часть цилиндра рабочею жидкость под давлением. Входит внутрь наполнительной рамки и таким образом уплотняет пока вся формовочная смесь не будет вытиснена из дополнительной рамки. Весь процесс занимает 3-4 сек. Шума нет повышается качество увеличивается производительность.
8. Изготовление литейных форм на прессовых машинах.
Для получение крупных габаритных отливок большого объема используют пескометные машины.
-
Модель отливки
-
Формовочная смесь
-
Опока
-
Ротор машины
-
Кожух пескометной головки
-
Транспортер
При вращение ротора лопатки захватывают формовочную смесь и силой выбрасывают в опоку.
7. Изготовление литейных форм на пескодувных и пескострельных машинах
П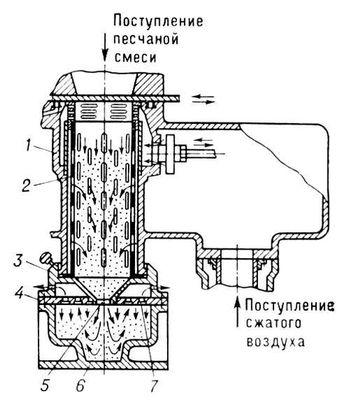 ескострельная
машина, применяется для изготовления
стержней или форм, используемых в
литейном производстве. Из скострельной
машины песчаная смесь выдувается под
действием сжатого воздуха, вводимого
в резервуар через щелевые отверстия
обечайки под давлением около 0,6 Мн/м2 (6
кгс/см2). Попадая в технологическую
емкость и уплотняясь в ней, смесь образует
стержень или форму (рис.). П. м. отличается
от пескодувной машины конструкцией
резервуара, который у П. м. имеет в
конической насадке одно выдувное
отверстие. П. м. применяют для изготовления
стержней в нагреваемых и холодных ящиках
с окончательным отверждением стержней
в них. Автоматы и автоматические линии,
созданные на основе П. м., имеют
производительность до 600 стержней в час
при массе стержней до 150 кг.
ескострельная
машина, применяется для изготовления
стержней или форм, используемых в
литейном производстве. Из скострельной
машины песчаная смесь выдувается под
действием сжатого воздуха, вводимого
в резервуар через щелевые отверстия
обечайки под давлением около 0,6 Мн/м2 (6
кгс/см2). Попадая в технологическую
емкость и уплотняясь в ней, смесь образует
стержень или форму (рис.). П. м. отличается
от пескодувной машины конструкцией
резервуара, который у П. м. имеет в
конической насадке одно выдувное
отверстие. П. м. применяют для изготовления
стержней в нагреваемых и холодных ящиках
с окончательным отверждением стержней
в них. Автоматы и автоматические линии,
созданные на основе П. м., имеют
производительность до 600 стержней в час
при массе стержней до 150 кг.
Схема пескострельной машины: 1 — резервуар; 2 — обечайка; 3 — конический насадок; 4 — вентиляционная плита; 5 — выдувное отверстие; 6 — технологическая ёмкость; 7 — вентиляционное отверстие.
П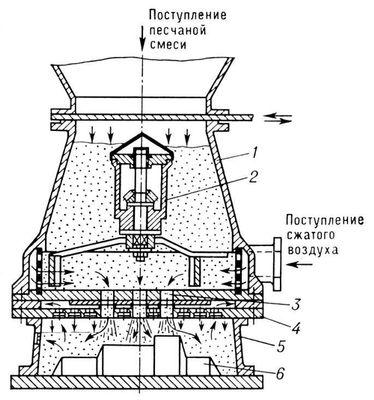 ескодувная
машина, применяется для изготовления
форм или стержней, используемых в
литейном производстве. Под действием
сжатого воздуха с давлением около 0,6
Мн/м2 (6 кгс/см2) песчаная смесь выдувается
из пескодувного резервуара (основа
механизма П. м.) в технологическую ёмкость
(опоку или стержневой ящик) и, уплотняясь,
образует стержень или форму; воздух
выходит через вентиляционные отверстия
(рис.). Производительность П. м. достигает
360 стержней в 1 ч при массе стержней до
250 кг и 240 форм в 1 ч при массе отливок до
15 кг. На основе П. м. созданы автоматические
формовочные линии.
ескодувная
машина, применяется для изготовления
форм или стержней, используемых в
литейном производстве. Под действием
сжатого воздуха с давлением около 0,6
Мн/м2 (6 кгс/см2) песчаная смесь выдувается
из пескодувного резервуара (основа
механизма П. м.) в технологическую ёмкость
(опоку или стержневой ящик) и, уплотняясь,
образует стержень или форму; воздух
выходит через вентиляционные отверстия
(рис.). Производительность П. м. достигает
360 стержней в 1 ч при массе стержней до
250 кг и 240 форм в 1 ч при массе отливок до
15 кг. На основе П. м. созданы автоматические
формовочные линии.
Схема пескодувной машины: 1 — резервуар; 2 — механический разрыхлитель; 3 — выдувное отверстие; 4 — вентиляционная плита; 5 — опока; 6 — модель