

2.3 Выбор материалов для зубчатых колес и определение допускаемых напряжений
Материалы, применяемые для зубчатых колес, рассмотрены в разделе 1.2. Их характеристики приведены в таблице 2.2.
Таблица 2.2 - Характеристики материалов для зубчатых колес
|
Марка стали |
Термообра- ботка |
Размер сечения, мм, не более |
Твердость поверхности HB или HRC |
Предел прочности b,МПа |
Предел текучести Т, МПа |
|
40 |
Улучшение |
60 |
HB192...228 |
700 |
400 |
|
45 |
Нормализация Улучшение |
80 100 |
HB170...217 HB192...217 |
600 750 |
340 450 |
|
50 |
Нормализация Улучшение |
80 80 |
HB179...228 HB228...255 |
640 700...800 |
350 530 |
|
40Х |
Улучшение Улучшение Улучшение |
100 100...300 300...500 |
HB230...280 HB163...269 HB163...269 |
850 750 700 |
650 500 450 |
|
40ХН |
Улучшение Улучшение Закалка |
100 100...300 40 |
HB230...300 HB241 HRC 48...54 |
850 800 1600 |
600 580 1400 |
|
20Х |
Цементация |
60 |
HRC 56...63 |
650 |
400 |
|
12ХН3А |
Цементация |
60 |
HRC 56...63 |
900 |
700 |
|
38ХМЮА |
Азотирование |
|
HRC 57...67 |
1050 |
900 |
|
Примечание. Под размером сечения подразумевается радиус заготовки вал-шестерни или толщина обода колеса. |
|||||
Для удобства рассмотрения в дальнейшем излагаемые материалы будут размещаться параллельно: для прямозубой передачи в левой колонке, для косозубой в правой колонке.
При выборе твердости и термообработки зубчатых колес следует придерживаться следующих рекомендаций.
|
Для прямозубой передачи можно принять как для шестерни, так и для колеса термообработку - улучшение с разностью твердости 10...20 единиц для обеспечения прирабатываемости. Для уменьшения габаритов редуктора твердость шестерни и колеса на начальном этапе расчета принять НВ280 и НВ260, соответственно. |
Для косозубой передачи можно принять для колеса улучшение до твердости HB<350 ед. Для шестерни можно принять объемную закалку до твердости HRC45, для колеса НВ 260ед с целью использования головочного эффекта для получения более высокой нагрузочной способности. Для соосных редукторов материал для косозубой передачи выбрать как у прямозубой
|
В соответствии с выбранным материалом и поверхностной твердостью главным расчетным критерием работоспособности является контактная прочность. Цель расчета по допускаемым усталостным контактным напряжениям - предотвратить усталостное выкрашивание рабочих поверхностей зубьев зубчатых колес в течение заданного срока службы t.
Допускаемые усталостные контактные напряжения определяются по формуле
 (2.3)
(2.3)
где
![]() – предел контактной выносливости
активных поверхностей зубьев,
соответствующий базовому числу циклов
NH
lim перемены
напряжений (табл. 2.3);
– предел контактной выносливости
активных поверхностей зубьев,
соответствующий базовому числу циклов
NH
lim перемены
напряжений (табл. 2.3);
ZR – коэффициент, учитывающий шероховатость поверхности;
ZV – коэффициент, учитывающий окружную скорость;
SH – коэффициент запаса прочности;
ZN – коэффициент долговечности.
Таблица 2.3 – К определению предела контактной выносливости
|
Термическая или химико-терми- ческая обработка |
Твердость поверхностей |
Группа материалов |
Hlim, Мпа |
|
Улучшение, нормализация |
HB350 |
Углеродистые
и легированные
стали |
2(HB)+70 |
|
Объемная закалка |
HRC=38...50 |
17(HRC)+100 |
|
|
Поверхностная закалка |
HRC=40...56 |
17(HRC)+200 |
|
|
Цементация, нитроцементация и закалка |
HRC=56...65 |
Легированные стали |
23(HRC) |
|
Азотирование
|
HV=550...750 |
1050 |
|
|
Без термической обработки |
|
Чугун |
2(HB) |
Значения коэффициентов ZR , ZV и SН приведены в таблице 2.4
Таблица 2.4 – К определению коэффициентов ZR , ZV и SН
|
Коэф- фици- ент |
Наименование коэффициента |
Значение коэффициента |
|
ZR |
Коэффициент, учитывающий шероховатость сопряженных поверхностей зубьев |
Шлифование Ra=1,25...0,63 мкм. ZR=1. Зубофрезерование, шлифивание Ra=2,5...1,25 мкм. ZR=0,95. Зубофрезерование Ra=10...2,5 мкм. ZR=0,9. |
|
ZV |
Коэффициент, учитывающий влияние окружной скорости |
При HB350 Vм/с до5 до10 до20 ZV 1,00 1,07 1,15 При HB>350 Vм/с до5 до10 до20 ZV 1,00 1,04 1,07 |
|
SH |
Коэффициент запаса прочности |
Нормализация, улучшение, объемная закалка SH=1,2. Поверхностное упрочнение SH=1,3. |
Предварительно принимается коэффициент ZV =1. В процессе расчета определяется окружная скорость в зацеплении, по которой можно уточнить ZV и при необходимости скорректировать [σ ]Н.
Коэффициент долговечности
![]() (2.4)
(2.4)
где m –показатель степени кривой усталости, равный 6.
NH lim – базовое число циклов кривой контактной выносливости в зависимости от твердости рабочих поверхностей зубьев подсчитывается по формуле
NH lim = (НВ)3 ≤ 12 · 107 . (2.5 )
Для перевода единиц твердости HRС в единицы НВ использовать таблицу 2.5.
Таблица2.5 – Перевод твердости HRС в единицы НВ
|
HRС |
35 |
40 |
45 |
50 |
55 |
60 |
|
НВ |
330 |
375 |
430 |
485 |
540 |
600 |
Nк – фактическое число циклов нагружения зубчатого колеса определяется по формуле
Nк 1(2) = 60 n1(2) t , (2.6)
где n – число оборотов того зубчатого колеса, для которого определяется Nк.
Если нагрузка переменная, то вместо фактического числа циклов нагружения в формуле (2. ) подставляется эквивалентное число циклов NНЕ.
При наличии графика (гистограммы) нагружения
NНЕ1(2) = 60 n1(2 ) t еН , (2.7)
где еН - коэффициент эквивалентности, который определяется по гистограмме нагружения
 , (2.8)
, (2.8)
где Tmax - наибольший из длительно действующих моментов. В нашем случае это будет момент T, действующий 1 часть общего времени работы t; тогда 1=1.
Ti - каждая последующая ступень нагрузки, действующая в течении времени ti=it. Первая ступень гистограммы, равная по нагрузке Tпик=пикT, при подсчёте числа циклов не учитывается. Эта нагрузка при малом числе циклов оказывает упрочняющее действие на поверхность. Ее используют при проверке статической прочности.
Таким образом,
 .
(2.9)
.
(2.9)
Коэффициент эквивалентности показывает, что момент T, действующий в течение eHt времени, оказывает такое же усталостное воздействие как и реальная нагрузка, соответствующая гистограмме нагружения в течение времени t.
Исследованиями установлено, что большинство режимов нагружения современных машин сводятся приближенно к шести типовым режимам (ГОСТ 21354 – 87), рисунок 2.3.
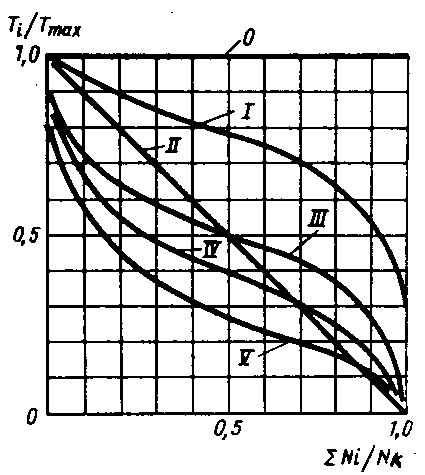
Рисунок 2.3 - Типовые режимы нагружения
На рисунке 2.3: Ti – текущее значение момента нагрузки; Tмах – максимальный из моментов, которые учитывают при расчете на усталость; ΣN i – число циклов нагружения при работе с моментами, равными и большими Ti; Nк – суммарное число циклов нагружения за расчетный срок службы передачи. Типовые режимы нагружения обозначены: 0 – постоянный; I – тяжелый; II – средний равновероятный; I I I – средний нормальный; IV – легкий; V – особо легкий.
Эквивалентное число циклов
NНЕ1(2) = μн Nк1(2) , (2.10)
где μн – начальный момент соответствующего распределения (таблица 2.6).
Таблица 2.6 - Начальные моменты
|
Режим работы |
Расчет на контактную усталость |
Расчет на изгибную усталость |
|||||||
|
термооб-работка |
т/2 |
μн |
термо- обработка |
т |
μF· |
термо- обработка |
т |
μF· |
|
|
0 I II I I I IV V |
Любая |
3 |
1,0 0,5 0,25 0,18 0,125 0,063 |
Улучшение, нормализа-ция, азотирова- ние |
6 |
1,0 0,30 0,143 0,065 0,038 0,013 |
Закалка объемная, поверхност-ная, цементация |
9 |
1,0 0,20 0,10 0,036 0,016 0,004 |
Расчетные допускаемые контактные напряжения для передачи
|
Для расчета прямозубых передач в качестве расчетного выбирается наименьшее из двух |
Для расчета косозубых передач в качестве расчетного для реализации головочного эффекта принимается |
|
|
|
|
|
Кроме того, должно соблюдаться соотношение
|
 (2.12)
(2.12)
Для соосных редукторов материалы и термообработка зубчатых колес косозубой быстроходной передачи принимаются такие же, как и для тихоходной прямозубой пары в связи с ее меньшей загруженностью.
Установив значения U, Ka , T2 , KHβ , ψва и [σ ]Н их подставляют в формулу 2.1 и определяют межосевое расстояние проектируемой зубчатой передачи.