

1.2.2 Рабочие зоны станков.
Рабочие зоны вертикально- и горизонтально–фрезерных станков указаны на рисунке 1.5
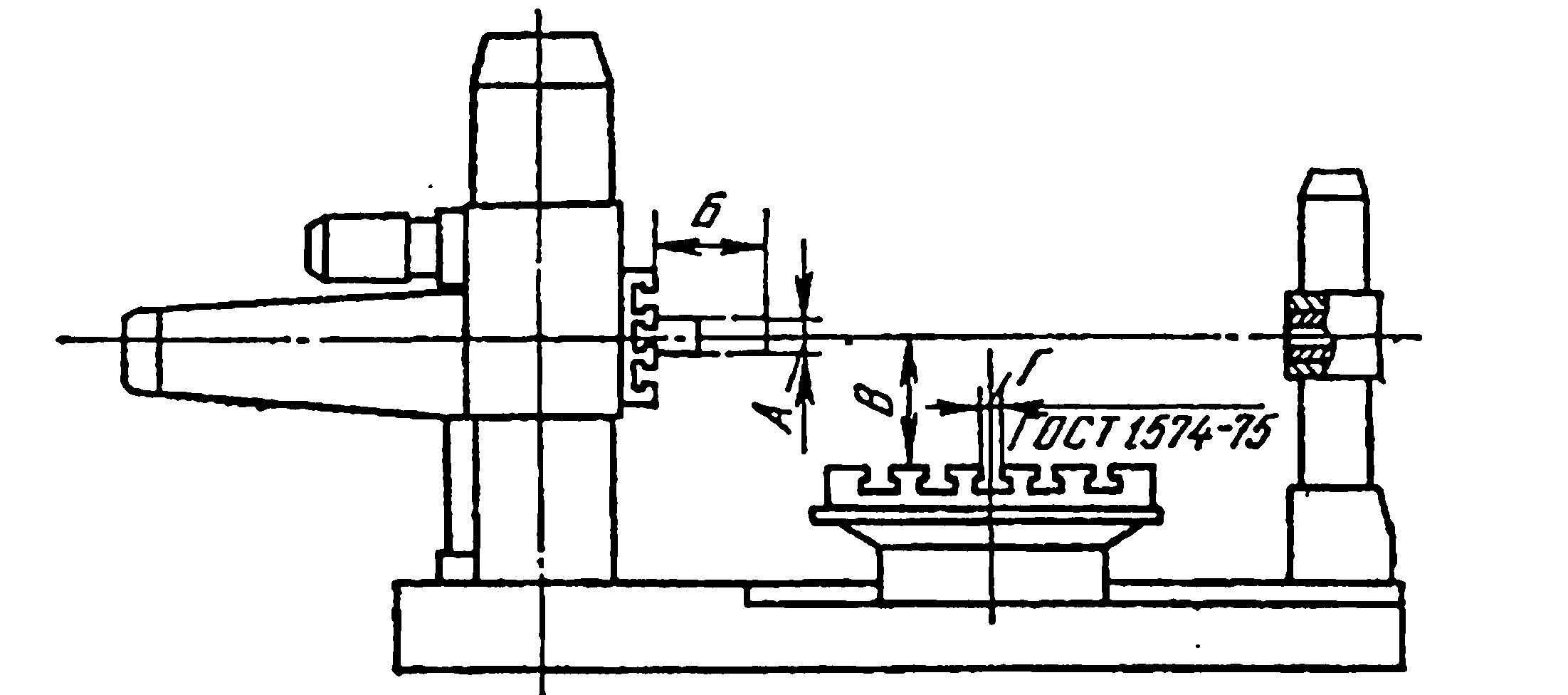
Диаметр выдвижного шпинделя А, мм 90
Наибольшее осевое перемещение шпинделя Б, мм 710
Расстояние от оси шпинделя до стола В, мм 0…1000
Размер Т-образного паза стола Г, мм 22
Рисунок 1.5- Рабочие зоны станка.
1.2.3 Рабочие движения станков.
Рабочие движения вертикально-сверлильных станков: вращение шпинделя, вертикальная подача шпинделя. Универсальные горизонтально-расточные станки небольших и средних размеров имеют неподвижную переднюю стойку и поворотный стол с продольным и поперечным перемещениями относительно оси шпинделя. Базовые исполнения станков имеют расточный шпиндель и встроенную планшайбу с радиальным суппортом. Применение для подач и установочных перемещений широко регулируемого привода постоянного тока обеспечивает высокую производительность и удобство обслуживания. Станки средних размеров имеют оперативное управление, размещенное на переносном или подвесном пульте. Особо тяжелые универсальные горизонтально-расточные станки имеют переднюю стойку, перемещающуюся в двух направлениях, и оснащены неподвижной плитой, накладной задней стойкой и встроенной планшайбой с радиальным. Привод главного движения осуществляется от электродвигателя постоянного тока через трехдиапазонную зубчатую коробку скоростей. Привод подач подвижных узлов осуществляется от независимых регулируемых в широком диапазоне электродвигателей постоянного тока через короткие кинематические цепи. Быстрое перемещение шпинделя осуществляется от асинхронного серводвигателя; быстрые перемещения остальных узлов производятся от тех же электродвигателей постоянного тока, что и рабочие подачи Все управление станком сосредоточено на подвесном пульте. Станки имеют дистанционный отсчет координатных перемещений стойки и шпиндельной бабки, а также осевых перемещений шпинделя и стойки для которого используются измерительные рейки с шестернями и синхронная следящая система. На подвесном пульте располагаются стрелочные указательные приборы с ценой деления 0,05 мм.
1.2.4 Регулировка режимов резания.
Регулировка режимов резания осуществляется с помощью изменения частоты вращения шпинделя и подачи инструмента. Ниже приведены значения возможных частот и подач для вертикально-сверлильного станка.
|
Горизонтально расточной станок 2620В |
|
|
Частота вращения шпинделя |
12,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000;.
|
|
Подачи |
0,1; 0,14; 0,20; 0,28; 0,40; 0,56; 0,8; 1,12; 1,6 |
Таблица 1.6
1.3 Характеристики металлорежущих и вспомогательных инструментов.
1.3.1 Конструкции металлорежущих инструментов.
Конструкции инструментов классифицируются по методу крепления на станке и методу изготовления.
Методы крепления:
-
стержневые инструменты имеют стержень в виде «ласточкин хвост» или прямоугольный:
-
хвостовые инструменты имеют цилиндрический или конический хвостовик под шпиндель станка:
-
насадные инструменты имеют цилиндрическое или коническое посадочное отверстие для установки на оправку с хвостовиком.
Методы изготовления:
-
цельные инструменты из инструментальных материалов;
-
сварные с режущей частью из инструментальных материалов и хвостовиком из конструкционной стали;
-
с напайными пластинками из твердого сплава и стержнем из конструкционной стали;
-
сборные с механическим креплением: неперетачиваемых пластин, напайных ножей, вставок и корпуса из конструкционной стали.
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Конструкция цельной цилиндрической ручной развертки
Режущая часть.
Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
Неравномерный окружной шаг зубьев развёртки
Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Калибрующая часть состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное - для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.