

Практическое занятие №21 нормирование фрезерной операции
Цель: отработка умений и навыков при нормировании фрезерных работ, углубление умений работы с нормативными документами.
Необходимая документация, инструмент:
1. Эскиз детали.
2. Тетрадь для практических работ.
3. Общемашиностроительные нормативы времени.
Литература : [9], [11], 13], [16]
Содержание
1.Нормирование фрезерных работ заключается в расчете основного, штучного и штучно-калькуляционного времени на фрезерную операцию.
Определить основное (технологическое) время обработки для каждого перехода по формуле:
Toi=![]() (1)
(1)
где Sм – скорректированное значение подачи, мм/мин;
i - число проходов;
L - расчетная длина обработки, мм.
L=l+11, (2)
где 1 - длина обрабатываемой поверхности, мм;
l1 - величина врезания и перебега, из приложения 6 [9]
2. Основное время на операцию – это сумма технологического времени обработки по всем переходам:
То= ∑Toi (3)
3. Вспомогательное время обработки определяется по формуле:
Тв=(tуст+tизм+tпер) kвсп (4)
где tуст – время на установку и снятие заготовки ,определяется по карте 2, 3 - 9, 14 [11];
tизм - вспомогательное время на контрольные измерения определяется по карте 15 [11];
tпер - время, связанное с переходом по [13];
kвсп – поправочный коэффициент на вспомогательное время, по карте 1 [11].
4. Рассчитать оперативное время по формуле:
Топ = То + Тв (5)
5. Время на обслуживание рабочего места, отдых и личные надобности определяется по карте 16-19 [11]
6. Рассчитать штучное время на операцию по формуле:
Тшт=
Топ
(1+![]() )
(6)
)
(6)
где а – время на техническое обслуживание, отдых и личные надобности, в процентах от оперативного времени, %
7. Определить подготовительно - заключительное время Тпз по карте 21 - 23 [11].
8. Рассчитать штучно - калькуляционное время по формуле:
Тшк=Тшт+![]() (7)
(7)
где п - число деталей в партии.
Отчет: выполняется по приведенному плану, результаты расчетов свести в таблицу 1
Таблица 1.
|
Содержание переходов |
Основное время, То мин |
Вспомога-тельное время, Твсп, мин |
Оперативное время, Топ, мин |
Время на тех.обсл., отдых и личн. на- добн. а% |
Штучное время, Тшт мин |
Подготови-тельно – заключи-тельное время, Тпз, мин |
Штучно -калькуля ционное время. Тшк, м и н |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
Практическое занятие №22 выбор режимов резания для зубофрезерной операции по общемашиностроительным нормативам
Цель: отработка умений и навыков при выборе режимов резания по общемашиностроительным нормативам, углубление умений работы с нормативными документами.
Необходимая документация, инструмент:
-
Эскиз детали.
-
Тетрадь для практических работ.
-
Общемашиностроительные нормативы режимов резания
Литература: [10],[16]
Содержание работы
Метод зубофрезерования червячной фрезой получил наибольшее распространение благодаря высокой производительности и точности 8-9 степени.
Д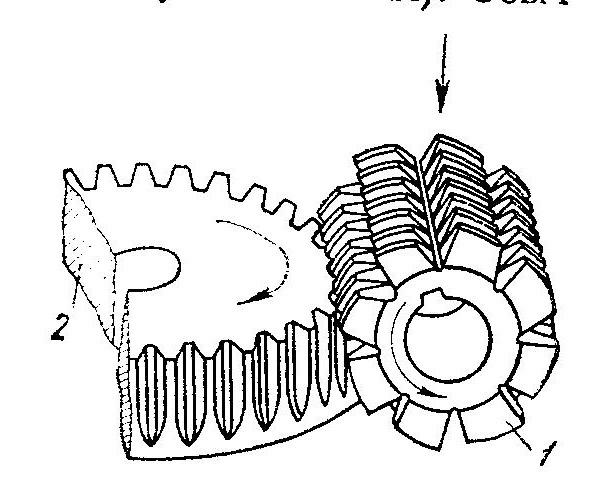 ля
нарезания зубьев указанным способом
требуются зубофрезерные станки (например:
5М32, 5М324 и др.) и режущий инструмент –
червячная фреза (Рисунок 1).
ля
нарезания зубьев указанным способом
требуются зубофрезерные станки (например:
5М32, 5М324 и др.) и режущий инструмент –
червячная фреза (Рисунок 1).
Рисунок 1
В зависимости от модуля зубчатого колеса устанавливается число ходов фрезы. Колеса с модулем до 2,5 мм обычно нарезают за один проход начисто; колеса с модулем более 2,5 мм нарезают начерно и начисто в 2-3 хода.
Для черновых ходов применяются двух- и трехзаходные червячные фрезы, которые увеличивают производительность, но снижают точность обработки по сравнению с однозаходными фрезами. Поэтому такие фрезы используют главным образом для предварительного нарезания зубьев.
Ход работы:
-
На основании эскиза зубчатого колеса и исходных данных выбрать по справочникам [16] фрезу червячную и станок зубофрезерный.
-
По карте 1.1 [10] определить к какой группе станков относится выбранный станок.
-
По карте 1.2 [10] найти величину подачи Sо табл.
По карте 1.5 определить значения поправочных коэффициентов на подачу КS.
Величину подачи рассчитать по формуле:
So=Soтабл КMS KZS KFS KΒs Kz1S (1)
где КMS – коэффициент на подачу, в зависимости от материала обрабатываемой детали;
KZS - коэффициент на подачу, в зависимости от числа зубьев обрабатываемого колеса;
Kz1S - коэффициент на подачу, в зависимости от числа заходов фрезы;
KβS -коэффициент на подачу, в зависимости от угла наклона зубьев;
KFS - коэффициент на подачу, в зависимости от направления подачи.
Расчетное значение подачи откорректировать по паспорту станка.
-
По карте 1.3 определить величину нормативной стойкости инструмента Ттабл.
-
По карте 1.4 найти значение скорости резания Vтабл.
По карте 1.5 найти значения поправочных коэффициентов на скорость резания и рассчитать скорость по формуле:
V=Vтабл Kmv KΒv KZ1V KИV KTV Кv (2)
где Kmv - коэффициент на скорость, в зависимости от материала обрабатываемой детали;
KΒv - коэффициент на скорость, в зависимости от угла наклона зубьев;
KZ1V- коэффициент на подачу, в зависимости от числа заходов фрезы;
KИV - коэффициент на скорость, в зависимости от материала инструмента;
KTV - коэффициент на скорость, в зависимости от стойкости фрезы;
Кv - коэффициент на скорость, в зависимости от числа проходов
-
Определить частоту вращения фрезы по формуле:
n=![]() (3)
(3)
где D – диаметр фрезы, мм.
Рассчитанное значение n откорректировать по паспорту станка.
Контрольные вопросы:
-
Какой метод обработки используется при нарезании зубьев червячной фрезой?
-
В каких случаях используются двузаходные фрезы, а в каких – однозаходные?
-
От каких факторов зависит выбор инструмента для фрезерования зубчатых колес?
-
Исходя из каких данных выбирается станок?
Отчет выполняется по приведенному плану, результаты расчетов свести в таблицу 1 (ПР№6)