

2.2. Классификация станков токарной группы
В системе классификации металлорежущие станки отечественного производства подразделяются на группы. Токарные станки составляют первую группу, которая включает девять различных типов металлорежущих станков, предназначенных для токарной обработки:
1-й — одношпиндельные автоматы и полуавтоматы;
2-й — многошпиндельные автоматы и полуавтоматы;
3-й — токарно-револьверные;
4-й — токарно-отрезные;
5-й — токарно-карусельные;
6-й — токарные, токарно-винторезные и токарно-лобовые;
7-й — многорезцовые и токарно-копировальные;
8-й — специализированные токарные;
9-й — токарные станки специального назначения.
Внутри каждого из этих типов станки различаются по особенностям конструкции и размерам.
Металлорежущие станки характеризуются пятью степенями точности: нормальной точностью, обозначаемой буквой H; повышенной - П; высокой - В; особо высокой - А и особой - С точностью.
В соответствии с классификацией и точностью станкам присваиваются шифры, общее прочтение которых определяет модель станка. Первая цифра в шифре (имеется в виду старший разряд числа) обозначает группу, вторая - тип станка внутри группы, третья и четвертая - наиболее показательный параметр технической характеристики станка, например для станков 6-го типа 1-й группы - высоту центров станка над станиной.
Буква после первой или второй цифры показывает, что станок усовершенствован по сравнению с предыдущей моделью. Буквой в конце шифра сообщается степень точности станка, причем при нормальной точности букву в шифре не проставляют. Буква Ф означает, что станок имеет числовое программное управление (ЧПУ), а стоящая за ней цифра (1; 2 или 3) указывает на то, какая система ЧПУ применена. Например, обозначение 16К20 соответствует токарно-винторезному станку с высотой центров над станиной 200 мм; станок усовершенствован по сравнению с моделью 1К62. Обозначение 16К20Ф3С соответствует токарно-винторезному станку той же базовой модели, но с ЧПУ контурной системы, о чем свидетельствует цифра 3 после буквы Ф.
Наибольшее распространение получили токарно-винторезные станки, являющиеся универсальными общего назначения. На них производятся обработка точением и нарезание резьб различных заготовок с формами тел вращения. Заготовки могут устанавливаться в центры, закрепляться в патронах или на угольниках, прикрепляемых к планшайбе.
Токарные станки не имеют ходового винта, необходимого для нарезания резьбы резцом. На них обычно производят обработку коротких заготовок типа втулок, фланцев и т. п., закрепляемых в патронах.
Технические характеристики представителей токарно-винторезных станков отечественного производства приведены в табл. 1.
2.3.Элементы режима резания
Резанием называется обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки [1].
В процессе обработки исходная заготовка и режущий инструмент получают рабочее движение от механизмов металлорежущих станков и перемещаются относительно друг друга.
Схема обработки резанием включает следующие компоненты (рис.2): режущий инструмент, заготовку и их относительное движение резания.
Режущий инструмент- инструмент для обработки резанием [2].
Заготовка- предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь [1].
Для осуществления обработки резанием необходимо сочетание двух видов движения: главного движения резания и движения подачи.
Главное движение резания при токарной обработке Dv — вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания [3].
Движение подачи при токарной обработке Ds — прямолинейное поступательное движение режущего инструмента, скорость которого меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обработанную поверхность. В зависимости от направления движения подачи различают продольное, поперечное движения подачи. При точении заготовке сообщается главное движение резания, а инструменту — движение подачи.
.
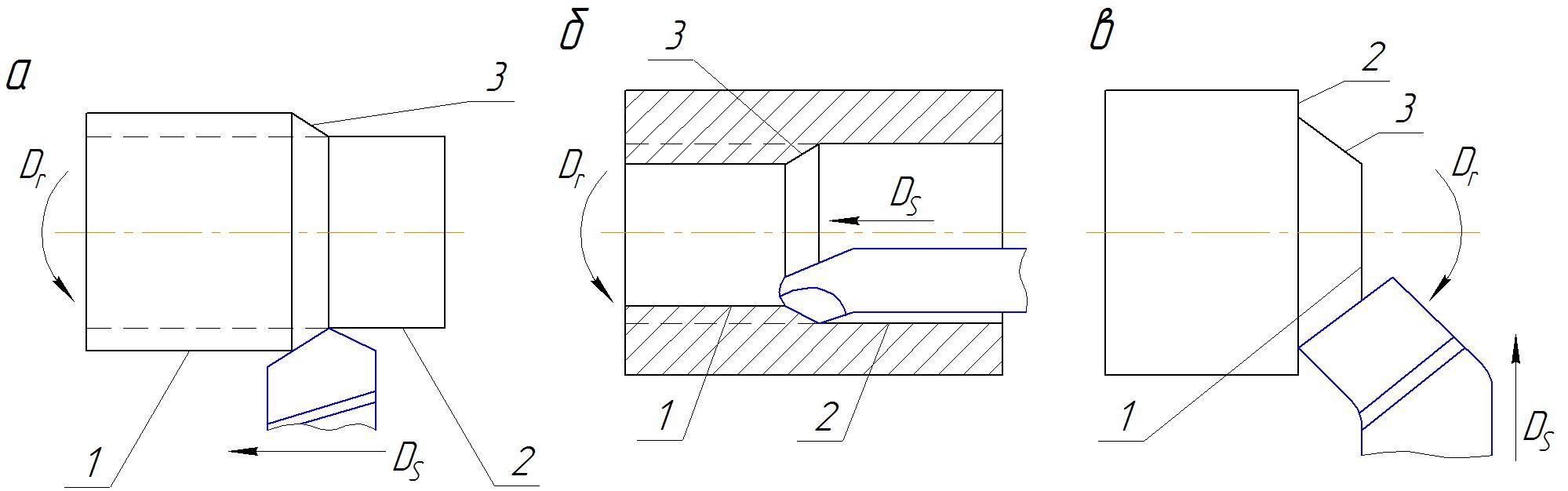
Рис.2 Схема токарной обработки
1-обрабатываемая поверхность; 2- обработанная поверхность; 3- поверхность резания
Лезвийная обработка – обработка резанием, осуществляемая лезвийным инструментом [4].
Процесс резания характеризуется элементами режима резания: скоростями главного движения резания и движения подачи; подачей; глубиной резания ; машинным и штучным временем.
Скорость главного движения резания — скорость рассматриваемой точки режущей кромки или заготовки в главном движении резания:
![]() , (
1 )
, (
1 )
где V — скорость главного движения резания, м/мин; D1 — диаметр поверхности обрабатываемой заготовки, мм; n — частота вращения заготовки, об/мин.
Скорость движения подачи — скорость рассматриваемой точки режущей кромки в движении подачи.
Подача S — отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу циклов. Под циклом движения понимают полный оборот, режущего инструмента или заготовки.
Подача So — поступательное перемещение режущей кромки резца за один оборот заготовки.
Время, затрачиваемое непосредственно на процесс отделения стружки, называют основным технологическим:
![]() , (4)
, (4)
где L — путь, проходимый резцом в направлении подачи, мм; i — число проходов резца на данной операции; h — припуск на обработку, мм.
По основному технологическому времени рассчитываются нормы выработки на данном виде оборудования.
Таблица 1
Технические характеристики токарно-винторезных станков
|
Модель станка
|
Наибольший диаметр обрабатываемого изде лия, мм
|
Наибольшая длина изделия, мм
|
Частота вращения шпинделя, об/ мин
|
Диапазон подачи, мм/об
|
Шаг нарезаемой резьбы, мм
|
Мощность,кВт
|
||
|
над станиной
|
Над суппортом
ом
|
продольной
|
поперечной
|
|||||
|
16Б04А
|
200
|
115
|
350
|
32-3200
|
0,01—0,175
|
0,005—0,09
|
0,2—28
|
1.1
|
|
16Б05А
|
250
|
145
|
500
|
25-2500
|
0,01—0,175
|
0,005—0,09
|
0,2—28
|
1,5
|
|
16Б16АБФ1
|
320
|
118
|
640
|
20-2000 *
|
0,01—0,7
|
0,005—0,35
|
---
|
8
|
|
1А61
|
320
|
160
|
640
|
16-2000
|
0,041—1,082
|
0,613—0,35
|
---
|
4,5
|
|
16П16П **
|
320
|
180
|
500
|
16-1600
|
---
|
---
|
---
|
6,3
|
|
1А616К 1А616П
|
320
|
180
|
640
|
18-1800
|
0,065—0,91
|
0,5—24
|
2,8/4,6***
|
|
|
16Б16А
|
320
|
180
|
500
|
20-2000
|
0.01—0,7
|
0,005—0,35
|
0,25—56
|
3,8/4,6 ***
|
|
16К20
|
400
|
220
|
645**** 935 1355 1935
|
12,5-1600
|
0,05—2,8
|
0,025—1,4
|
0,5—112
|
10
|
|
16К25
|
500
|
280
|
645**** 935 1335 1935
|
10,0-1250
|
0,05—2,8
|
0,025—0,4
|
0,5-112
|
10
|
|
16К30 16К30П |
630 |
350 |
1335**** 1935 2735 |
6,3-1250 |
0,055-1,20 |
0,023-0,50****
|
1-288 |
17/22*** |
|
1А63 1М63 |
630 |
350 |
1335**** 2735 |
6,3-1250 |
0,064-1,025 |
0,0256-0,378 |
1-192 |
13 |