

ВВЕДЕНИЕ.
Подача сыпучих материалов (СМ) как управляющее воздействие на технологические объекты реализуется в целом ряде производств химической, пищевой, металлургической отраслей, в промышленности строительных материалов и др. В качестве конкретных примеров можно привести процессы сушки в кипящем слое, производства серной кислоты, производства суперфосфата, процесс каталитического крекинга, приготовление различных растворов и паст, загрузку агрегатов измельчения, загрузку классификаторов. Расход СМ может реализоваться как в непрерывном, так и в импульсном режиме, с перерывами между подачей доз. В последнем случае используется частотно- или широтно-импульсная модуляция импульсов расхода. Импульсный характер управляющего воздействия на параметры технологических объектов при постоянной амплитуде импульсов позволяет обеспечить ряд дополнительных, иногда уникальных возможностей для управления, в частности:
-
физическая реализация управления в виде строго регламентированных весовым или объемным методом порций (доз) материала повышает точность соответствия величины среднего расхода заданию [1];
-
наличие в управляющем воздействии релаксационных интервалов (пауз между импульсами) позволяет повысить качество управления объектами с чистым запаздыванием [2];
-
постоянная величина мгновенного расхода в пределах единичного импульса может быть стабилизирована на том значении, которое в наибольшей степени соответствует требованиям конкретных условий технологического процесса, свойствам материала и т. д [3];
-
в течение времени релаксации возможно проводить технологические и технические операции, в ином случае искажающие управление, в частности, осуществлять дозагрузку взвешиваемых расходных емкостей при весовом дозировании материала [4];
-
при импульсном контакте веществ, участвующих в технологическом процессе, значительно возрастает интенсивность тепло- и массообмена, повышается эффективность химического взаимодействия;
-
параметры большинства материальных потоков при постоянной величине расхода могут быть надежно определены расчетным путем;
-
ряд задач оптимального управления не может быть решен в традиционном классе непрерывных траекторий, но требует импульсного управляющего воздействия [5].
Для управляемой подачи и дозирования сыпучих материалов в технологические объекты управления применяют гравитационные, механические, вибрационные, аэрационные и пневматические питатели [3].
Основные требования к характеристикам питателей и дозаторов для сыпучих материалов, выполняющим функции ИУ АСР, могут быть сведены к следующим:
-
управление расходом твердой фазы в заданном диапазоне;
-
формирование выходного расхода с заданной точностью;
-
минимум удельных затрат энергии на перемещение двухфазной смеси;
-
линейность зависимости «управляющий сигнал − выходной расход материала» («расходной» статической характеристики);
-
возможность расчета расходной характеристики;
-
возможность коррекции расходной характеристики;
-
максимально возможная инвариантность выходного расхода к внешним и внутренним возмущениям;
-
минимальная сложность конструкции и отсутствие (или минимум) движущихся частей;
-
отсутствие контакта твердой фазы с внешней средой.
Предъявленным требованиям в значительной степени удовлетворяют пневматические питатели. Эти агрегаты могут быть реализованы без подвижных элементов, контактирующих с абразивной средой, в силу чего существенно превосходят механические питатели по надежности работы. При соответствующем выборе режима перемещения в пневмопитателях отсутствует разрушающее воздействие на частицы твердой фазы. Эти устройства обладают практически полной герметичностью, что также повышает их надежность и обеспечивает сохранность окружающей среды. Управление расходом при помощи пневмопитателей может быть реализовано как в непрерывной, так и в импульсной форме.
Целью курсового проекта является разработка вертикального пневмокамерного питателя (ВПКП) для объемного частотно-импульсного дозирования легкосыпучего зернистого материала в технологические объекты управления. При импульсном режиме работы ВПКП определяется как дозатор с фиксированной скоростью потока (ДФС). Как показано в [] и далее здесь, импульсное управление для ВПКП может быть организовано без дополнительного управляющего импульсного элемента за счет обратной связи в самом питателе. Кроме того, частотно-импульсный режим подачи материала через ВПКП (с полным опорожнением емкости) позволяет избежать проблем, связанных с необходимостью создания высокого давления при повторном пуске питателя после его плановой или аварийной остановки (нет необходимости преодолевать сопротивление столба материала, осевшего в стволе).
В ходе проектирования необходимо решить следующие задачи:
-
определить параметры импульса расхода (амплитуду и длительность), отвечающие требованиям к параметрам управляющего воздействия;
-
рассчитать основные конструктивные параметры питателя;
-
рассчитать параметры несущего воздуха;
-
выбрать соответствующее воздуходувное оборудование и регулирующую арматуру.
1 Вертикальный пневмокамерный питатель для сыпучих материалов
Принципиальная схема вертикального пневмокамерного питателя для сыпучих материалов (ВПКП) представлена на рисунке 1.
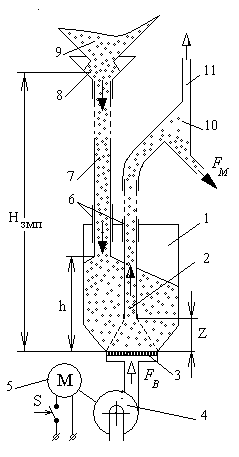
1 ― рабочая камера; 2 ― транспортный ствол; 3 ― аэроднище; 4 ― вентилятор;
5 ― привод
вентилятора; 6 ― устройства для настройки
рабочих характеристик питателя; 7 ―
загрузочный материалопровод; 8 ―
стабилизирующая воронка; 9 ― загрузочный
бункер; 10 ― материалоотделитель; 11 ―
аспирационный канал.
![]() массовые расходы несущего воздуха и
твердого материала.
массовые расходы несущего воздуха и
твердого материала.
Рисунок 1 ― Принципиальная схема ВПКП
По
вертикальной оси рабочей камеры 1
питателя расположен транспортный ствол
2, а в нижней ее части
―
аэроднище 3, под которое вентилятором
4 подается несущий воздух. Высота
транспортного ствола сравнима с высотой
рабочей камеры. Вентилятор приводится
электродвигателем 5. Загрузка камеры
осуществляется естественным
(гравитационным) путем по загрузочному
материалопроводу (ЗМП) 7. Столб ожиженного
материала в ЗМП изолирует камеру от
внешней среды (атмосферы). Расстояние
срезов транспортного ствола и ЗМП от
аэроднища можно настраивать винтовыми
устройствами 6. Постоянство высоты
столба материала в ЗМП обеспечивается
стабилизирующей воронкой 8, установленной
под разгрузочным отверстием питающего
бункера 9. Фиксация высоты столба
материала в загрузочном материалопроводе
![]() позволяет избежать деформации импульсов
и стабилизировать управляющее воздействие
на объект подачи.
позволяет избежать деформации импульсов
и стабилизировать управляющее воздействие
на объект подачи.
Материалоотделитель 10 служит для разделения потоков воздуха и твердой фазы при выдаче последней в объект управления. Аспирационный канал 11 перекрыт сеткой, предотвращающей унос мелкой фракции материала.
В режиме ДФС, устройство работает следующим образом. В исходном состоянии мерная камера питателя заполнена материалом, свободно поступившим в нее под действием силы тяжести через ЗМП 5. Количество материала, находящегося в камере, определяется не только конструктивными параметрами последней, но и углом естественного откоса материала. При подаче воздуха под аэроднище материал подхватывается потоком и, через транспортный ствол, выводится в материалоотделитель и, через него в объект управления. Давление в камере питателя устанавливается таким образом, чтобы в процессе выдачи дозы материал из ЗМП в камеру не поступал, т. е.
|
|
(1) |
где
![]() – рабочее давление в камере питателя;
– рабочее давление в камере питателя;
![]() – давление
расширенного слоя материала в ЗМП;
– давление
расширенного слоя материала в ЗМП;
![]() – плотность
расширенного слоя в ЗМП;
– плотность
расширенного слоя в ЗМП;
![]() – ускорение
свободного падения.
– ускорение
свободного падения.
После опустошения камеры давление в ней падает, и камера начинает заполняться. Подачу воздуха под аэроднище прекращают и возобновляют при поступлении команды (или разрешения) на подачу следующей дозы. При подаче материала в виде импульсной последовательности с постоянными параметрами импульсов и переменной частотой их подачи, средний во времени объемный расход материала
|
|
(2) |
В
(2)
![]() частота выдачи доз, Т
– период
выдачи.
частота выдачи доз, Т
– период
выдачи.
Параметры
импульсной последовательности должны
быть выбраны таким образом, чтобы
промежуток времени
![]() между импульсами при максимальной
частоте подачи позволял с некоторым
запасом по времени заполнить камеру
питателя. Кроме этого, промежуток времени
между импульсами при максимальной
частоте подачи позволял с некоторым
запасом по времени заполнить камеру
питателя. Кроме этого, промежуток времени
![]() должен включать в себя также время,
необходимое для пуска и останова
аппаратуры подачи воздуха.
должен включать в себя также время,
необходимое для пуска и останова
аппаратуры подачи воздуха.
Основное влияние на точность объемного отмеривания дозы при заполнении камеры оказывают изменения гранулометрического состава и влажности материала (изменяется угол естественного откоса материала). На сухом материале при вариации скорости воздуха от 13 до 16 м/с экспериментально определенная погрешность по массе выданной дозы не превышает 1,7%. Источником погрешности, очевидно, является неконтролируемая подача мелких частиц материала при нарастании и сбросе давления в камере. Объяснить это можно следующим образом. При нарастании давления сначала происходит унос мелкой фракции и одновременное дозаполнение камеры вплоть до полного запирания ЗМП, т. е. объем дозы неконтролируемо изменяется. При сбросе давления материал начинает поступать в камеру, но расход воздуха еще достаточен для уноса, и выдача материала некоторое время еще продолжается.
Процесс выдачи материала питателем нельзя рассматривать в отрыве от реакции на него технологического объекта. При поступлении материала в любой технологический объект, в последнем происходят изменения: повышается уровень содержимого, изменяются температура, концентрация и другие параметры. Только ориентируясь на результат ввода дозы, можно определить основные характеристики самого питателя и параметры процесса дозирования. На рисунке 2 показана реакция объекта, аппроксимированного инерционным звеном первого порядка на прямоугольный импульс подачи материала. Прямоугольными импульсы расхода можно считать в тех случаях, когда переходные процессы в питателе происходят значительно быстрее, чем в объекте подачи (управления).
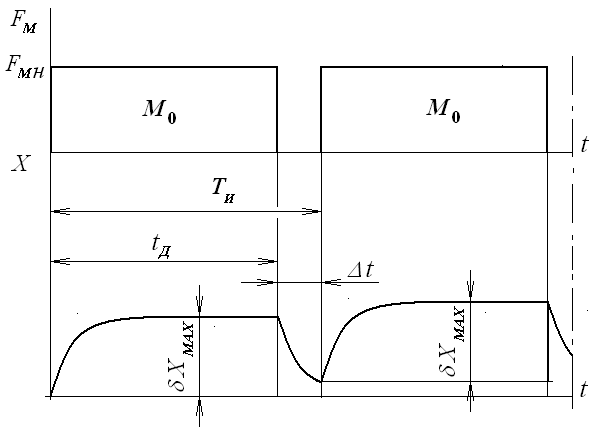
![]() — массовый
расход сыпучего материала;
— массовый
расход сыпучего материала;
![]() — мгновенный массовый расход сыпучего
материала;
— мгновенный массовый расход сыпучего
материала;
![]() — масса единичной дозы;
— масса единичной дозы;
![]() — длительность выдачи дозы;
— длительность выдачи дозы;
![]() — релаксационный промежуток времени;
— релаксационный промежуток времени;
![]() — максимальная амплитуда изменения
параметра технологического объекта в
процессе загрузки.
— максимальная амплитуда изменения
параметра технологического объекта в
процессе загрузки.
Рисунок 2 — Реакция инерционного объекта первого порядка на входное воздействие в форме прямоугольных импульсов
Прямоугольными импульсы расхода можно считать в тех случаях, когда переходные процессы в питателе происходят значительно быстрее, чем в объекте подачи (управления). Объем единичной дозы в таком случае определяется как
|
|
(3) |
Масса единичной дозы материала, выданной из емкости питателя (при аппроксимации расхода прямоугольным импульсом):
|
|
(4) |
Максимальная амплитуда реакции на импульс для рассматриваемого объекта управления определяется как
|
|
(5) |
Основные затраты энергии при пневматическом управлении расходом идут на создание потока несущего воздуха. Показано [6], что для каждой конструкции ВПКП, в частности, для каждой величины Z (рисунок 1) существует величина расхода воздуха, обеспечивающая минимум удельных затрат на перенос массы твердой фазы (рисунок 3). Точка оптимума соответствует удвоенной скорости витания частицы материала.
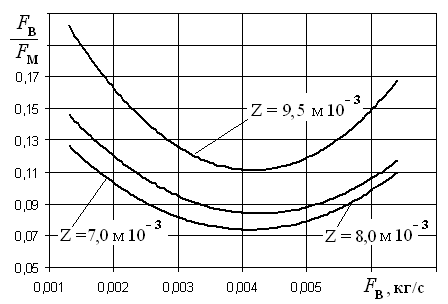
Рисунок 3 — Экстремальные зависимости удельного расхода воздуха
от абсолютного значения расхода
Управление расходом в частотно-импульсной форме позволяет выбрать амплитуду импульса именно на этом, минимальном значении расхода. Расчет системы в этом случае упрощается тем, что точки оптимума по расходу воздуха практически совпадают с удвоенной величиной скорости витания, которая, в свою очередь, расчетным путем определяется по параметрам частиц материала (см. ниже).
Частотно-импульсный режим подачи материала через ВПКП (с полным опорожнением емкости) выгоден еще и тем, что позволяет избежать проблем, связанных с необходимостью создания повышенного давления при повторном пуске питателя после его остановки (нет необходимости преодолевать сопротивление столба материала, осевшего в стволе).