

Отбортовка
Отбортовка - образование бортов по внутреннему или наружному контуру листовой заготовки. Итак, в зависимости от назначения отбортовку подразделяют на два основных вида: отбортовку отверстий и отбортовку наружного контура.
При отбортовке отверстия металл в зоне деформации растягивается и утоняется.
Схема отбортовки приведена на рис.4.10.
Диаметр отверстия под отбортовку рассчитывается по формуле
d = D - 2(H - 0.43r - 0. 75h), (10)
где d и D -соответственно диаметр отверстия до и после отбортовки.
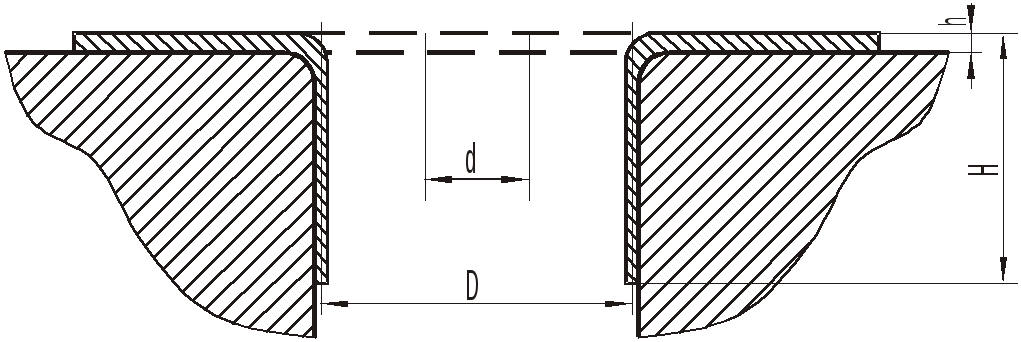
Рис. 4.10. Схема обработки отверстия
Технологическим параметром при отбортовке является коэффициент отбортовки Кот, который определяется выражением Кот = d/D . Минимально допустимые коэффициента отбортовки отверстий для различных металлов и сплавов зависят от способа получения отверстий, от физико-механических характеристик материала и от величины d/h.
Значения коэффициентов отбортовки приведены в справочной литературе. Так, для низкоуглеродистых сталей при d/h = 100 коэффициент отбортовки вокруг предварительно пробитого отверстия в штампе коэффициент отбортовки равен Кот = 0.85.
Необходимое усилие для отбортовки цилиндрических отверстий рассчитывается по формуле
Pот =1.1 h т (D - d) , (11)
где Р - усилие отбортовки; h - толщина заготовки; т - предел текучести материала; d и D - диаметры отверстий до и после отбортовки.
В настоящее время отбортовкой получают отверстия диаметром от 3 до 1000 мм при толщине материала 0.3 ...30 мм.
1 Оборотные смеси - это смеси, которые использовались при изготовлении отливок.