

Формообразующие операции
К формообразующим операциям относятся: вытяжка, отбортовка, формовка и др.
В качестве примера более подробно остановимся на рассмотрении операции вытяжки.
Вытяжкой называется процесс образования полой детали (или заготовки для последующих операций) из плоской заготовки (или полой заготовки, полученной предыдущими операциями вытяжки).
Вытяжкой получают полые детали цилиндрической, конической, сферической, коробчатой формы, а также полые детали более сложной формы.
Обычно вытяжка осуществляется с помощью матрицы и пуансона, рабочие кромки которых округлены дугами окружностей, радиусами в несколько раз большими толщины заготовки. Радиусы округления кромок пуансона и матрицы составляет r = (6...8)h. Различают вытяжку с утонением и без утонения.
Рассмотрим простейший случай - вытяжку цилиндрического стакана из плоской круглой заготовки (рис.4.9.).
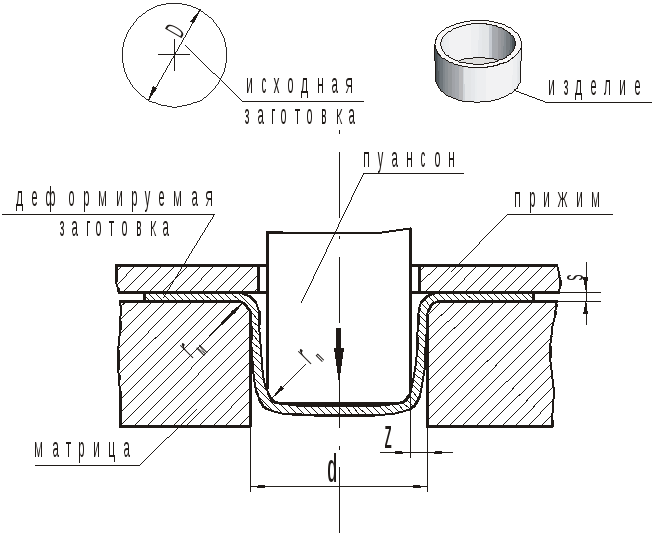
Рис.4.9.Схема вытяжки цилиндрического стакана без утонения стенки: 1 - матрица; 2- деформируемая заготовка; 3 - пуансон; 4 –изделие; 5 - прижим; 6 - исходная заготовка.
Деформация металла при операции вытяжки определяется коэффициентом вытяжки, который рассчитывается по формуле
К = Dз/d , ( 8 )
где К - коэффициент вытяжки; Dз - диаметр заготовки;
d -диаметр вытягиваемого стакана.
При вытяжке стакана цилиндрического стакана основное сопротивление деформированию создается во фланце. Донная часть детали, прилегающая к торцу пуансона, практически не деформируется, а вертикальная стенка лишь передает усилие от пуансона во фланец. На рис.18.приведена схема вытяжки цилиндрического стакана.
Точность стенок детали можно увеличить, принимая вытяжку с утонением стенки. При такой вытяжки зазор z немного меньше толщины заготовки и стенка детали принудительно деформируется между матрицей и пуансоном.
При втягивании фланца в матрицу в нем в радиальном направлении возникают растягивающие напряжения (растягивающие и сжимающие напряжения (сж. в тангенциальном направлении. При определенных размерах (Dз - d) > 22S во фланце заготовки могут образовываться складки под действием сжимающих усилий. Для предотвращения появления складок применяют прижим - 3 (рис.4.9).При вытяжке без утонения величина зазора между пуансоном и матрицей составляет z = (1.1...1.3)h.
Для определения усилия вытяжки обычно пользуются эмпирической формулой
F= kэdhв , ( 9 )
где kэ = 0.2 ...1.1 - эмпирический коэффициент, зависящий от относительной толщины заготовки и физико-механических параметров материалов (зависит от типа сплава и т.д.);
Практически предельный коэффициент вытяжки для большинства штампуемых материалов равен К = 1.8 ...2.2 .
С помощью коэффициента вытяжки можно определить число переходов, необходимых для изготовления данной детали.
Полный коэффициент вытяжки определяется произведением коэффициентов вытяжки на всех переходах: К= К1K2K3...Kn .
Отбортовкой называется операция образования бортов по внутреннему или наружному контору листовой заготовки. Итак, в зависимости от назначения отбортовку подразделяют на два основных вида: отбортовку отверстий и отбортовку по наружному контуру.