

24 Штифтовые соединения
24.1 Устройство, назначение. Преимущества и недостатки
Штифты в основном предназначены для точной фиксации деталей, а также для передачи небольших нагрузок. Иногда штифты используют и как предохранительное звено, работающее на срез.
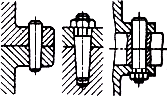
Цилиндрические штифты (ГОСТ 3128-70, СТ СЭВ 238-75 и СТ СЭВ 239-75) устанавливают в отверстиях с натягом (рис. 94, а); иногда концы штифтов расклепывают (рис. 94,б) [1-8].

а б в г д
Рисунок 94 - Соединения с цилиндрическими и коническими штифтами
Конические штифты (ГОСТ 3129-70, СТ СЭВ 240-75) выполняют с конусностью 1:50, обеспечивающей самоторможение и центрирование деталей. Применяют штифты простые, устанавливаемые с натягом в отверстия (рис. 94, в); с резьбой для извлечения при разборке (рис. 94, г); с резьбой для предохранения от ослабления натяга (рис. 94, д).
Изготовляют штифты из сталей 45 и 40Х; при необходимости проводят поверхностную закалку до твердости 45...55 НRС.
Таблица 73 – Преимущества и недостатки
|
Недостатки |
Достоинства |
|
Ослабление деталей |
Простота изготовления |
|
Технологически сложный процесс образования соединения |
Лучше сварки в условиях вибрационных и ударных нагрузок, высоких температур, коррозионных сред |
|
Процесс не тепловой (холодная клёпка) |
24.2 Расчет штифтов на прочность
При передаче вращающего момента средний диаметр штифта определяют из условия прочности на срез (рис. 95). Алгоритм расчета штифтового соединения представлен в табл. 74.


а б
а – соединение с цилиндрическим штифтом; б – соединение с коническим штифтом
Рисунок 95 – Расчетная схема
Таблица 74 - Алгоритм расчета штифтового соединения
|
РН |
РУ |
|
Проверка прочности заклепок на срез |
|
|
|
Для расчетной схемы рис. 89, а:
где
Для расчетной схемы рис. 89,б:
|
|
Проверка прочности заклепок и соединяемых деталей на смятие |
|
|
|
где
|
25 Соединения сваркой
25.1 Преимущества и недостатки. Классификация
В машиностроении наиболее широкое распространение получили следующие способы сварки: ручная дуговая сварка металлическим электродом, автоматическая дуговая сварка металлическим электродом под слоем флюса, электрошлаковая и контактная сварка [1-8].
В зависимости от взаимного размещения соединяемых деталей различают следующие основные виды сварных соединений: стыковые, нахлесточные, тавровые и угловые.
Таблица 75 - Достоинства и недостатки сварных соединений
|
Достоинства |
Недостатки |
|
Экономия в весе при замене литых конструкций |
Появление температурных напряжений и связанная с ним возможность искривления деталей после сварки |
|
Герметичность |
Значительная концентрация напряжений возле сварных швов |
|
Комбинирование в детали различных материалов |
Не все материалы хорошо свариваются |
|
Технологичность, высокая производительность |
Низкая культура труда |
Стыковые
соединения являются наиболее
распространенным видом сварных
соединений. Выполняются стыковым сварным
швом с помощью дуговой или контактной
сварки. Сварные стыковые соединения
бывают: с прямыми, косыми и кольцевыми
швами. Детали вблизи стыка должны иметь
равную толщину
![]() для обеспечения их одинакового
прогревания. Поэтому в зависимости от
толщины листа
для обеспечения их одинакового
прогревания. Поэтому в зависимости от
толщины листа
![]() свариваемые элементы деталей изготавливают
с подготовленными кромками (с разделкой
кромок). При стыковой сварке листов
неодинаковой толщины наибольшую
предельную разность толщин выбирают в
зависимости от толщины тонкого
листа (рис. 96).
свариваемые элементы деталей изготавливают
с подготовленными кромками (с разделкой
кромок). При стыковой сварке листов
неодинаковой толщины наибольшую
предельную разность толщин выбирают в
зависимости от толщины тонкого
листа (рис. 96).



а б в
а – без разделки кромок; б – с односторонней разделкой кромок; в – с двухсторонней разделкой кромок
Рисунок 96 – Примеры стыковых соединений