

Введение
Автоматизация производственного процесса – применение технических средств и систем, освобождающих человека частично или полностью от непосредственного участия в этих процессах.
Сушку йодидов щелочных металлов NaI, LiI, CsI (исходных порошкообразных компонентов в производстве монокристаллов) до настоящего времени проводят в вакуум-сушильных шкафах с электрообогревом при давлениях ниже тройной точки [1]. Вследствие затрудненных в вакууме условий передачи теплоты от греющей поверхности к материалу, процесс сушки занимает значительное время (8…20 часов), является весьма энергоемким и, что особенно существенно, не обеспечивает требуемого качества готовой продукции. Неравномерный нагрев слоя и длительное воздействие повышенных температур вызывают изменения структурно-механических свойств материала; возможно также протекание окислительных реакций. Эффективным техническим решением в процессе сушки йодидов щелочных металлов является применение высокочастотного (ВЧ) нагрева. Большие значения фактора диэлектрических потерь этих материалов в сочетании с физическими достоинствами метода (независимость выделяющейся в материале мощности от его коэффициента теплопроводности и геометрических размеров, значительная величина глубины проникновения электромагнитной волны в материал) обеспечивают условия для равномерного нагрева и скоростной сушки, что, предопределяет эффективность организации процесса в промышленных масштабах. Однако, существенным препятствием на пути практической реализации технологий вакуумной сушки является отсутствие технических средств контроля за текущими параметрами процесса (влагосодержанием и температурой высушиваемого материала, мощностью внутренних источников тепла) и, как следствие, неразработанность подходов к автоматизации объектов данного класса. В настоящей статье задача управления процессом вакуумной высокочастотной сушки решается на основе применения АСУ.
Согласно работам [2,3] в электротехнологических установках ВЧ-нагрева в ряде случаев представляется возможным получать информацию о текущих параметрах ТП по электрическим параметрам режима генератора. Рассмотрим метод контроля текущего влагосодержания по мгновенным параметрам режима генератора для ВЧ-диэлектрического нагрева применительно к условиям вакуумной высокочастотной сушки йодистого натрия – материала из ряда йодидов щелочных металлов, характеризующегося резкой зависимостью диэлектрической проницаемости от влагосодержания.
На
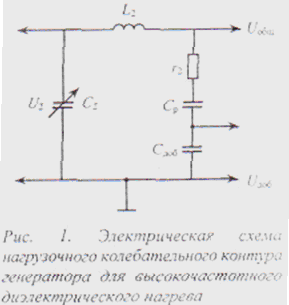
рис. 1 представлена типовая электрическая
схема нагрузочного (вторичного)
колебательного контура генератора для
высокочастотного диэлектрического
нагрева. Ее элементами являются
настроечный конденсатор
![]() ,
индуктивность контура
,
индуктивность контура
![]() ,
рабочий конденсатор
,
рабочий конденсатор
![]() (его
емкость учитывает диэлектрическую
проницаемость
(его
емкость учитывает диэлектрическую
проницаемость
![]() материала), сопротивление активных
потерь
материала), сопротивление активных
потерь
![]() .
Во избежание частотной расстройки
контура, вызванной изменением
.
Во избежание частотной расстройки
контура, вызванной изменением
![]() ,
а, следовательно, и
,
а, следовательно, и
![]() ,
последовательно с
,
последовательно с
![]() включен конденсатор постоянной емкости
включен конденсатор постоянной емкости
![]() ,
причем
,
причем
 .
.
Мощность
![]() и тангенс угла диэлектрических потерь
и тангенс угла диэлектрических потерь
![]() могут быть выражены через параметры
схемы следующим образом [2]:
могут быть выражены через параметры
схемы следующим образом [2]:
![]() (1)
(1)
![]() (2)
(2)
где
![]() - напряжение на рабочем конденсаторе,
- напряжение на рабочем конденсаторе,
![]() (см.
рис. 1).
(см.
рис. 1).
При
![]()
![]() (3)
(3)
При
![]() диэлектрические потери сосредоточены
в конденсаторе
диэлектрические потери сосредоточены
в конденсаторе
![]()
![]() ,
(4)
,
(4)
где
![]() .
.
При
 и формула (4) обращается в(3).
и формула (4) обращается в(3).
Если
по условиям ТП температура материала
не меняется (или поддерживается
постоянной), а электрофизические свойства
удовлетворяют условию
![]() ,
то емкость рабочего конденсатора зависит
от влагосодержания.
,
то емкость рабочего конденсатора зависит
от влагосодержания.
Другими словами, влагосодержание W может быть найдено по значениям двух измеряемых напряжений:
![]()
Градуировка
влагомера (получение зависимости F(C![]() ))
должна быть произведена в реальном
технологическом устройстве (рабочем
конденсаторе) с учетом его конструктивных
особенностей. При этом зависимость
диэлектрической проницаемости
))
должна быть произведена в реальном
технологическом устройстве (рабочем
конденсаторе) с учетом его конструктивных
особенностей. При этом зависимость
диэлектрической проницаемости
![]() от
влагосодержания должна быть известной.
от
влагосодержания должна быть известной.
Погрешность
рассмотренного метода контроля
влагосодержания обусловлена тем, что
при
![]() емкость
емкость
![]() находиться из приближенной формулы
(3). Максимальная относительная погрешность
будет иметь место при
находиться из приближенной формулы
(3). Максимальная относительная погрешность
будет иметь место при
![]() и составит:
и составит:
где
![]() -истинное и приближенное (вычисленное
по приближенной формуле (3)) значения
емкости рабочего конденсатора,
соответственно.
-истинное и приближенное (вычисленное
по приближенной формуле (3)) значения
емкости рабочего конденсатора,
соответственно.
Фактор диэлектрических потерь йодистого натрия, как и большинства влажных материалов, в ходе сушки уменьшается, что за собой падение мощности внутренних источников тепла и, соответственно, интенсивности сушки. В работе [3] получено выражение для определения мощности внутренних источников тепла через анодный ток и напряжение на добавочном конденсаторе, включенном последовательно с рабочим:
 (6)
(6)
![]() ,
,
где
![]() -
реактивное сопротивление элемента
связи между контурами,
-
реактивное сопротивление элемента
связи между контурами,
![]() - сопротивление активных потерь в
первичном (анодном) контуре,
- сопротивление активных потерь в
первичном (анодном) контуре,
![]() - постоянная составляющая анодного тока
генератора,
- постоянная составляющая анодного тока
генератора,
![]() - коэффициенты разложения импульса
анодного тока,
- коэффициенты разложения импульса
анодного тока,
![]() - эквивалентная емкость генераторной
лампы и емкость добавочного конденсатора
в нагрузочном (вторичном) контуре,
соответственно;
- эквивалентная емкость генераторной
лампы и емкость добавочного конденсатора
в нагрузочном (вторичном) контуре,
соответственно;
![]() - напряжение на добавочном конденсаторе;
- напряжение на добавочном конденсаторе;
![]() - угловая частота.
- угловая частота.
Зависимость вида (6) дает возможность не только вычислять мгновенную мощность в ходе ТП, но и служит основной для управления режимом ВЧ-нагрева.
Сушка
йодистого натрия, как и других йодидов
щелочных металлов, характеризуется
двумя стадиями (периодами): периодом
основной дегидратации (первым периодом
сушки) и, так называемым, вторым периодом,
в течение которого происходит удаление
адсорбированной воды. Именно вторая
стадия процесса является наиболее
продолжительной при традиционных
способах сушки [4], а именно на протяжении
этой стадии особенно важно контролировать
текущее влагосодержание. Отсюда следует,
что включение влагомера следует
производить не ранее, чем будет достигнуто
критическое влагосодержание
![]() ,
,
соответствующее
переходу от первого периода сушки ко
второму. Однако, для того чтобы обеспечить
постоянство скорости ВЧ-сушки в первом
периоде, мощность внутренних источников
тепла необходимо стабилизировать [5]. О
достижении критического влагосодержания
можно судить по температуре: в момент,
когда W=W![]() ,
температура материала, до того постоянна
и равная температуре дегидратации (
,
температура материала, до того постоянна
и равная температуре дегидратации (![]() при давлении
при давлении
![]() =40
мм рт. ст.), начинает возрастать. Вместе
с тем, температура материала во втором
периоде сушки не должна превышать
предельно-допустимого с точки зрения
качества готовой продукции значения
=40
мм рт. ст.), начинает возрастать. Вместе
с тем, температура материала во втором
периоде сушки не должна превышать
предельно-допустимого с точки зрения
качества готовой продукции значения
![]() .
В момент достижения требуемого конечного
влагосодержания
.
В момент достижения требуемого конечного
влагосодержания
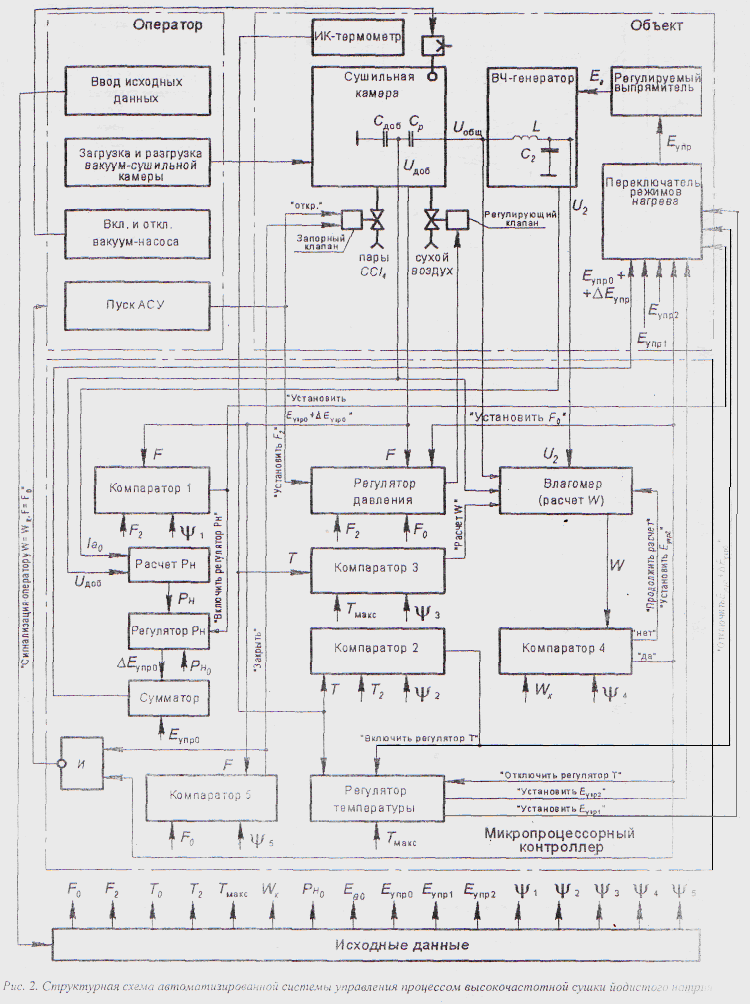
![]() ВЧ-нагрев следует отключить. Структурная
схема АСУ процессом вакуумной
высокочастотной сушки йодистого натрия
разработана в соответствии с описанным
алгоритмом и представлена на рис. 2, где
ВЧ-нагрев следует отключить. Структурная
схема АСУ процессом вакуумной
высокочастотной сушки йодистого натрия
разработана в соответствии с описанным
алгоритмом и представлена на рис. 2, где
![]() - заданная точность достижения величин
уставок.
- заданная точность достижения величин
уставок.
Объект
управления включает в себя: сушильную
камеру, внутри которой в рабочем
конденсаторе размещены контейнеры с
материалом; вакуум-насос; ВЧ--генератор;
регулируемый выпрямитель анодного
напряжения; вспомогательное технологическое
оборудование. Температура материала
измеряется дистанционно через окно в
сушильной камере с помощью ИК-термометра.
Рабочий конденсатор
![]() подключен к генератору через элементы
нагрузочного колебательного контура
подключен к генератору через элементы
нагрузочного колебательного контура
![]() .
Напряжения
.
Напряжения
![]() и ток
и ток
![]() контролируются электронными вольтметрами.
Связь между высокочастотными напряжениями
контролируются электронными вольтметрами.
Связь между высокочастотными напряжениями
![]() напряжением анодного питания
напряжением анодного питания
![]() и напряжением
и напряжением
![]() на входе регулируемого выпрямителя
выражается соотношениями:
на входе регулируемого выпрямителя
выражается соотношениями:
![]() (где
(где
![]() - коэффициенты).
- коэффициенты).
Оператор
вводит исходные данные в микропроцессорный
контроллер, производит загрузку сушильной
камеры влажным материалом (в горячем
виде при Т=60…65![]() С),
включает вакуум-насос и осуществляет
вакуумирование объема камеры до
остаточного давления
С),
включает вакуум-насос и осуществляет
вакуумирование объема камеры до
остаточного давления
![]() мм рт. ст. Производится пуск АСУ. При
этом открывается запорный клапан,
обеспечивающий доступ паров
мм рт. ст. Производится пуск АСУ. При
этом открывается запорный клапан,
обеспечивающий доступ паров
![]() в сушильную камеру, а на регулятор
давления поступает сигнал «Установить
в сушильную камеру, а на регулятор
давления поступает сигнал «Установить
![]() ».
ВЧ-нагрев в условиях вакуума в присутствии
паров
».
ВЧ-нагрев в условиях вакуума в присутствии
паров
![]() позволяет значительно увеличить рабочую
напряженность поля в материале. Установка
давления
позволяет значительно увеличить рабочую
напряженность поля в материале. Установка
давления
![]() осуществляется путем подсоса сухого
воздуха. При достижении с заданной
точностью
осуществляется путем подсоса сухого
воздуха. При достижении с заданной
точностью
![]() давления
давления
![]() =40
мм рт. ст. по сигналу от компаратора 1
происходит автоматическое включение
ВЧ-нагрева, а также контура автоматического
регулирования мощности. На задатчике
регулятора мощности установлено:
=40
мм рт. ст. по сигналу от компаратора 1
происходит автоматическое включение
ВЧ-нагрева, а также контура автоматического
регулирования мощности. На задатчике
регулятора мощности установлено:
![]() ,
где
,
где
![]() - требуемое режимом сушки значение
мощности. Текущее значение мощности
- требуемое режимом сушки значение
мощности. Текущее значение мощности
![]() рассчитывается контролером по уравнению
(6) и после усиления и суммирования
поступает на вход регулируемого
выпрямителя через переключатель режимов
нагрева (сигнал [
рассчитывается контролером по уравнению
(6) и после усиления и суммирования
поступает на вход регулируемого
выпрямителя через переключатель режимов
нагрева (сигнал [![]() ],
где
],
где
![]() - управляющее напряжение на входе
выпрямителя, соответствующее номинальному
анодному напряжению
- управляющее напряжение на входе
выпрямителя, соответствующее номинальному
анодному напряжению
![]() - управляющее воздействие, с помощью
которого осуществляется стабилизация
величины
- управляющее воздействие, с помощью
которого осуществляется стабилизация
величины
![]() ).
При достижении материалом температуры
).
При достижении материалом температуры
![]() (с заданной точностью
(с заданной точностью
![]() )
первый период сушки можно считать
законченным. В этот момент по сигналу
от компаратора 2 происходит автоматическое
включение регулятора температуры
одновременное изменение режима нагрева
на входе переключателя управляющих
напряжений – регулятор мощности
отключается и устанавливается
)
первый период сушки можно считать
законченным. В этот момент по сигналу
от компаратора 2 происходит автоматическое
включение регулятора температуры
одновременное изменение режима нагрева
на входе переключателя управляющих
напряжений – регулятор мощности
отключается и устанавливается
![]() .
Эта величина более высокой, чем в первом
периоде сушки, напряженность электрического
поля в материале. Уставкой регулятора
температуры является величина
.
Эта величина более высокой, чем в первом
периоде сушки, напряженность электрического
поля в материале. Уставкой регулятора
температуры является величина
![]() .
Когда температура материала достигает
140
.
Когда температура материала достигает
140![]() (с заданной точностью
(с заданной точностью
![]() ),
компаратор 3 включает влагомер, т.е.
осуществляется запуск вычислительной
операции по формуле (5). При достижении
материалом влагосодержания
),
компаратор 3 включает влагомер, т.е.
осуществляется запуск вычислительной
операции по формуле (5). При достижении
материалом влагосодержания
![]() (с заданной точностью
(с заданной точностью
![]() )
по сигналу от компаратора 4 ВЧ-нагрев
отключается (устанавливается управляющее
напряжение
)
по сигналу от компаратора 4 ВЧ-нагрев
отключается (устанавливается управляющее
напряжение
![]() ).
).
Одновременно
отключается регулятор температуры,
происходит закрытие вентиля натекания
паров
![]() ,
в сушильной камере устанавливается
атмосферное давление
,
в сушильной камере устанавливается
атмосферное давление
![]() .
Сигнализация оператору об окончании
цикла сушки и, соответственно, о
необходимости выгрузки готового продукта
обеспечиваются компаратором 5 и логическим
элементом «И» (
.
Сигнализация оператору об окончании
цикла сушки и, соответственно, о
необходимости выгрузки готового продукта
обеспечиваются компаратором 5 и логическим
элементом «И» (![]() с заданной точностью
с заданной точностью
![]() ).
).
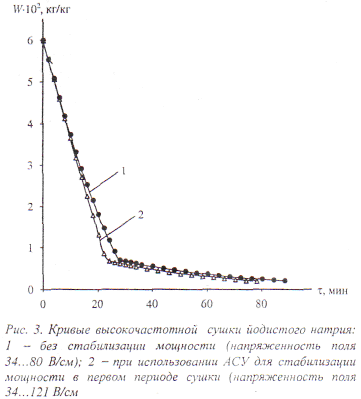
Рассмотренная АСУ опробована при реализации процесса вакуумной высококачественной сушки йодистого натрия. На рис. 3 приведены кривые сушки материала в различных режимах. Из рисунка видно, что в режиме постоянной мощности, обеспечиваемом применением АСУ, время сушки сокращается на 11%. Кроме того, применение АСУ позволяет сократить до минимума число ручных операций и, соответственно, прямой контакт работающих с продуктом особой чистоты, за счет чего снижается его случайного загрязнения.