

3.2. Характеристика последовательности сборки изделия и степени готовности изделия к примерке
Последовательность сборки изделия определяется наличием в процессе примерок (одной или двух). В условиях производства одежды по индивидуальным заказам возможны три степени готовности: минимально необходимая; максимально возможная и высокая.
Минимально необходимая степень готовности целесообразна для сложных моделей или для фигур заказчиков с отклонениями от типовой, или при изготовлении одежды из материалов с малоизвестными пошивочными свойствами, а так же при сборке бортов одновременно с воротником. Максимально возможная степень готовности изделия к примерке при наличии одной примерки позволяет полностью исключить операции по повторной обработке, резко сократить затраты времени на изготовление изделия без ухудшения качества. Высокая степень готовности характеризуется большим объемом законченных работ по изготовлению изделия, и возможна в изделиях из материалов с пленочным покрытием, дублированных, искусственной кожи и других. В курсовом проекте приводят две схемы: Общая схема сборки и схему подготовки изделия к примерке (см. Схема 1 и Схема 2)./2/.
4. Выбор методов обработки и характеристика оборудования
Методы обработки для всех узлов условного изделия выбирают с учетом материалов и категории предприятия. Для ателье высшего разряда следует предусмотреть более тщательную обработку, нежели на предприятиях низших категорий. Одно из главных требований к выбору методов обработки изделия - это гибкость и универсальность методов применительно к разным материалам, из которых предполагается пошив изделия. Пример оформления методов обработки представлен на рис.1.
Для тем курсовых проектов, связанных с реконструкцией или перевооружением действующих швейных цехов при выборе методов обработки выполняют сравнение проектируемых методов с уже имеющимися, традиционными. Это в первую очередь касается узлов, где проектируемый метод предполагает замену машинных или ручных работ по закреплению швов клеевым методом или другие прогрессивные способы, технологии и приемы труда. Для таких узлов изделия выбирают традиционный и прогрессивный способы и сравнивают их между собой с точки зрения затрат времени и степени механизации работ. При этом выполняют сборочные схемы обоих методов, и по каждому рассчитывают общие затраты времени с учетом процента повторяемости, а также входящие в них время ручных работ Тр, время машинных работ Тм, спецмашинных работ Тсм, утюжильных Ту (см. рис. 2). На этом же рисунке приводят значения показателей повышения производительности труда, снижения затрат времени и процента механизированных работ. Приводят краткую формулировку выводов, за счет чего происходит рост производительности труда.
В случае сравнения традиционных и прогрессивных методов обработки составляют сводную таблицу эффективности выбранных методов обработки в форме таблицы 6.
Для узлов с неизменяемыми методами выбирают только один, прогрессивный способ обработки, соответствующий современным направлениям технологии одежды. При этом выполняют сборочную схему способа (рис.1), рассчитывают общую затрату времени с учетом процента повторяемости, а также входящие в нее время ручных работ Тр, время машинных и спецмашинных работ - Тм и Тсм, , утюжильных работ Ту.
Выбор оборудования неразрывно связан с выбором методов обработки, он также во многом зависит от мощности процесса пошива изделия (количества человек в бригаде). Основными показателями выбора оборудования являются производительность и загрузка. Комплект оборудования должен быть необходимым и достаточным для изготовления изделия по индивидуальным заказам в бригаде данной мощности. Так, для бригад малой мощности выбирают лишь самое необходимое оборудование, без которого невозможно изготовление изделия по индивидуальным заказам.
При выборе оборудования следует учитывать также его предполагаемую загрузку, которая конкретно рассчитывается уже после составления схемы разделения труда.
Способы обработки края борта в демисезонном пальто
|
в изделии без отделочной строчки 40% |
в изделии с отделочной строчкой 40% |
для ворсовых материалов без отделочной строчки 20% |
|
|
|
|
|
|
|
|


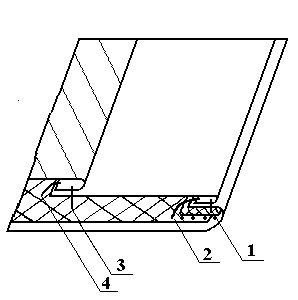
Рис. 1.