

Приспособления для установки каркасов
Для увеличения прочности стержней рекомендуется армировать их проволочными каркасами. Армировать можно простые стержни после набивки. Для сложных стержней каркасы устанавливают или подвешивают в стержневом ящике перед набивкой (рис. 5.12).

Рис. 5.12. Способы укладки каркасов



Рис. 5.13. Примеры применения стоек для укладки каркасов
Для увеличения газопроницаемости стержня иногда устраиваются вентиляционные каналы. В простых стержнях вентиляционные каналы можно накалывать после набивки или устанавливать душники на стойках ящика перед набивкой (рис. 5.13).
Вдувные втулки
Вдувные отверстия в стержневом ящике выполняются вдувными втулками (ГОСТ 19398 - 74, 19399 - 74) (рис. 5.14, 5.15).
|
|
Рис.5.14. Втулки пескодувные с уплотнением для стержневых ящиков (ГОСТ 19399 -74): 1 – втулка; 2 – шнур 4С Ø8 мм по ГОСТ 6467 - 69
|


Рис. 5.15. Втулки пескодувные для стержневых ящиков (ГОСТ 19398-74)
Для повышения плотности уплотнения и уменьшения прилипаемости стержневой смеси к ящику целесообразно назначать минимально возможный диаметр вдувного отверстия. Количество вдувных отверстий определяется из расчета одно отверстие на 25–60 см2 площади стержня в плоскости разъема.
Бронирующие вставки
Напротив вдувных отверстий в нижней половинке стержневого ящика устанавливают бронирующие вставки, которые по мере износа заменяют новыми.
|
|
Рис. 5.16. Бронирующие вставки
|

Элементы скрепления
Соединения половинок стержневого ящика во избежание раскрытия во время заполнения смесью обеспечивают быстродействующими запорными устройст-вами: откидными болтами с гайками-барашками, штырями с клиньями, откидными ручками, крепежными скобами, кольцами, рамками (рис. 5.17–5.23).
|
|
| |
|
Рис. 5.17. Крепление половинок стержневого ящика откидными болтами: 1 – пластина; 2 – гайка-барашек по ГОСТ 3032-76; 3 – болт откидной по ГОСТ 3033-79; 4 – ось
|
Рис. 5.18. Крепление стержневого ящика штырем с клином: 1 – штырь по ГОСТ 19384-74; 2 – клип по ГОСТ 19391-74 | |
|
|
| |
|
Рис. 5.19. Крепление стержневого ящика по ГОСТ 19407-74 откидной ручкой: 1 – ручка; 2 – контр-гайка; 3 – пластина; 4 – болт откидной по ГОСТ 3033-79; 5 – ось |
Рис. 5.20. Скоба крепежная по ГОСТ 19388-74
| |





Рис. 5.21. Скоба крепежная по ГОСТ 19388-74

Рис.5.22. Конструкции и размеры приливов для установки
крепежных скоб по ГОСТ 19388-74
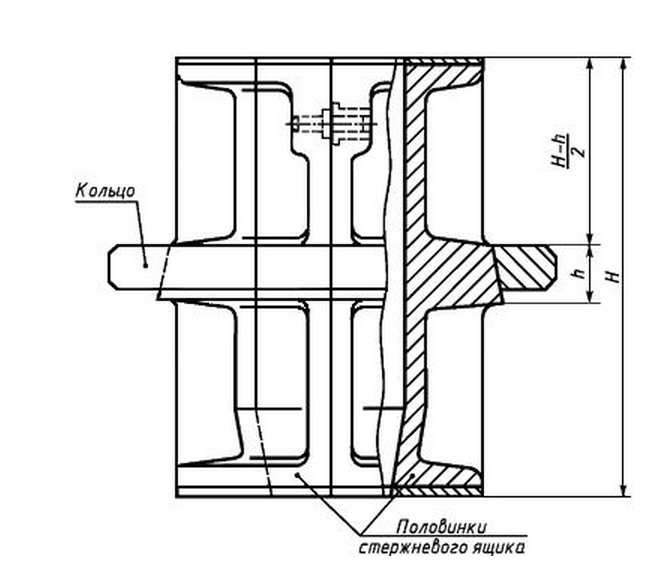
Рис. 5.23. Крепление стержневого ящика кольцом по ГОСТ 19390-74
Замки
Для предотвращения выхода воздуха или воздуха со стержневой смесью во время заполнения ящика в плоскости разъема по контуру стержня предусматри-вается уплотнение с помощью планок-перекрывателей (рис. 5.24).
Открытые стержневые ящики уплотняются надувной плитой (рис. 5.25). За основной параметр для выбора необходимых конструктивных элементов стержневого ящика принимается средний габаритный размер ((длина + ширина)/2). В тех случаях, когда длина превышает ширину более чем в 2 раза, принимают за средний габаритный размер его длину.
Толщина стенок стержневого ящика выбирается в зависимости от среднего габаритного размера по ГОСТ 19370-74.
В местах закрепления ручек и цапф предусматривают приливы (ГОСТ 19374-74).
Для транспортировки стержневого ящика и для удобства во время изготовления стержней необходимо предусматривать ручки литые или скобы (рис. 5.26, 5.27).

Рис. 5.24. Уплотнение разъема стержневого ящика планками-перекрывателями по ГОСТ 19368-74:
1, 2 – половинки ящика; 3 – планка торцевая; 4 – планка боковая; 5 – планка средняя; 6 – планка круглая; 7 – заклепка

Рис.5.25. Конструкции бортов с уплотнениями открытых (вытряхных)
стержневых ящиков по ГОСТ 19369-74:
1 – стержневой ящик; 2 – шунт 4С Ø10 по ГОСТ 6467-79; 3 – броня;
4 – заклёпка по ГОСТ 10300-80; 5 – винт по ГОСТ 17475-80

Рис. 5.26. Конструкции ручек по ГОСТ 19371-74

Рис. 5.27. Конструкция ручек по ГОСТ 19372-74
Следует отметить, что корпуса половинок стержневого ящика или вытрях-ной стержневой ящик – это литая заготовка, поэтому при проектировании необходимо обеспечить максимальную разностенность и только в необходимых случаях предусматривать приливы. Общие технические требования к метал-лическим стержневым ящикам для ручного и машинного изготовления стержней оговорены ГОСТ 19410-74.