

2.3.5. Выбор формовочных смесей
Формовочные смеси различают:
–по назначению – для отливок из чугуна, стали и цветных сплавов;
– составу – песчано-глинистые, содержащие быстротвердеющие связую-щие, специальные;
– применению при формовке – единые, облицовочные и наполнительные;
–в зависимости от состояния форм перед заливкой – для сырых, сухих, подсушиваемых и химически твердеющих форм.
Для получения форм на автоматических линиях единые формовочные смеси должны иметь высокие и стабильные свойства (прочность, газопроницаемость и пластичность). Такие свойства достигаются использованием высококачественных материалов – кварцевых песков марок 1К и 2К, бентонитовых глин и специальных добавок.
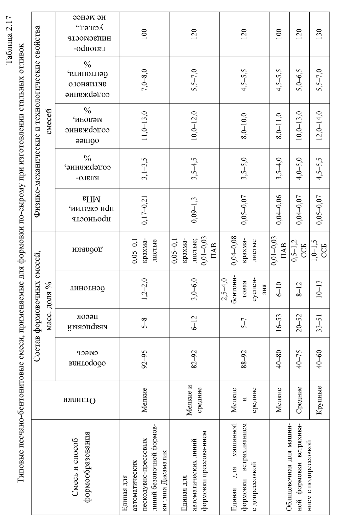
Формовочные смеси, используемые при производстве стальных отливок (табл. 2.17) должны обладать высокими прочностью и термохимической устойчивостью.
При изготовлении крупных отливок из легированных и высоколегированных сталей применяют смеси, содержащие пески с более высокой термостойкостью.
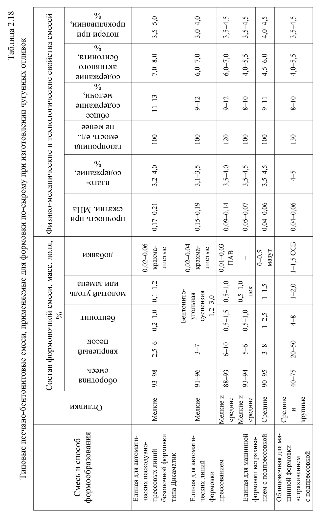
Для чугунных отливок используют смеси (табл. 2.18) из менее качественных песков. Для мелких отливок при машинной формовке применяют единые формовочные смеси с применением противопригарных добавок.
При изготовлении крупных отливок форму изготавливают двухслойную: из облицовочной и наполнительной смесей. Для повышения податливости применяют опилки, торфяную крошку.
3. Расчет литниковых систем для отливок из чугуна и стали
Работники литейного производства часто затрудняются в выборе места подвода металла к полости формы, так как отдельные указания, имеющиеся в литературе по этому вопросу, противоречивы, недостаточно разработаны и систематизированы. Во многих случаях до сих пор в литейной практике сечения литниковых каналов либо устанавливаются опытным путем, либо рассчитываются по таким методам, которые вызывают значительный перерасход жидкого металла и не обеспечивают высокого качества отливок. Большое количество брака в литейных цехах получается вследствие неправильного устройства литниковых систем и неудачного выбора места подвода металла к отливке. Существуют различные методы расчета литниковых систем: по определению оптимальной продолжительности заливки, по номограмме К. А. Соболева и по данным Алма-Атинского завода тяжелого машиностроения. Метод выбирается в зависимости от сплава и массы отливки, её конфигурации и размеров.
3.1. Методы подвода металла. Основные элементы литниковых систем
Литниковая система представляет собой систему каналов, по которым металл поступает из ковша в полость формы.
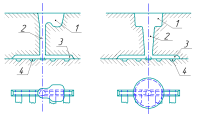
Обычная литниковая система для отливок из серого чугуна состоит из следующих элементов (рис. 3.1): литниковой чаши 1 − резервуара, в который жидкий металл подается из ковша; стояка 2 − вертикального канала, который принимает металл из чаши; шлакоуловителя 3, иначе называемого общим питателем или «литниковым ходом», − общего горизонтального канала, из которого металл по отдельным каналам входит в полость формы; питателей 4 − каналов, подводящих металл к полости формы. Простейший вид чаши − литниковая воронка − показан на рис. 3.1, б.
Требованиями к литниковой системе являются:
– предупреждать попадание частиц шлака и формовочной смеси в полость формы; заполнять литейную форму и питать отливку в процессе кристаллизации;
– обеспечивать одновременное и равномерное или направленное затвердевание.
Определение места подвода металла к отливке представляет ответственную задачу. Трудность состоит в том, что различные требования, которым должна соответствовать правильно построенная литниковая система, часто противоречат одно другому. Рассмотрим, какие условия желательно соблюсти при подводе металла к полости формы.
а б
Рис. 3.1. Обычная литниковая система:
а – с чашей; б – с воронкой
В работах А. С. Лаврова, Н. В. Калакуцкого, Д. К. Чернова, Ю. А. Нехендзи и Н. Г. Гиршовича по исследованию внутренних напряжений в отливках ясно показано, что для предупреждения внутренних напряжений, трещин и коробления нужно обеспечить настолько одновременное и равномерное охлаждение отливки, чтобы в различных частях ее во все периоды охлаждения не возникало большой разности температур. В свою очередь, для получения плотных отливок с усадочной раковиной, полностью сосредоточенной в прибыли и не проникающей в тело самой отливки, а также для уменьшения размеров прибылей нужно обеспечить направленное затвердевание, при котором части отливки, затвердевающие ранее, питаются металлом из частей отливки, затвердевающих позже. Часть отливки, затвердевающая последней, питается металлом из прибыли.
В результате изложенных соображений Ю. А. Нехендзи [4] доказал, что в зависимости от характера отливки при подводе металла нужно стремиться обеспечить либо возможно более одновременное и равномерное охлаждение различных частей отливки, либо последовательное направленное затвердевание частей отливки.