

1.2.Технология проведения работ по диагностированию трубопровода
Для проведения диагностирования необходимо, чтобы выбранный участок удовлетворял целому ряду требований, согласно регламенту, среди которых выделим:
1.Участок должен быть оборудован в обязательном порядке камерами пуска и приема диагностических устройств. Камеры приема – запуска, как и трубопровод должны быть оборудованы специальными сигнальными приборами. На пусковой камере сигнальные приборы устанавливают не менее 7 метров после выходной задвижки камеры пуска.
2.Трубопровод должен быть тщательно очищен от асфальто-смоло-грязепарафиновых отложений путем многократного пропуска очистных устройств. Пропуск скребков продолжается до тех пор, пока они не будут приходить в приемную камеру чистыми или приносить парафина не более 0,5х0,001м3 (для трубопроводов Ø1420мм) и не более 1*0,001м3 (для трубопроводов Ø530-1220мм). Для выполнения этих условий по опыту эксплуатации необходимо 4-х кратное пропускание этих устройств.
3.Необходимо проведение визуального обследования трассы на наличие утечек перед пуском внутритрубного инспекционного снаряда, устранение крутоизогнутых колен, имеющих радиус изгиба менее 1,5 Дн и мест критического сужения проходного сечения. Технологически недопустимо в момент прохождения попадание в транспортируемую нефть осадков из резервуаров.
4.Должна быть определена схема связи персонала во время пропуска пусковой и приемной камерами, диспетчером, группами сопровождения.
5.Должны быть определены действия, которые необходимо предпринимать, при возникновении внештатных ситуаций во время пропуска внутритрубного инспекционного снаряда.
6.Должно быть обеспечено полное открытие линейных задвижек и исключение ситуации, когда они могли бы быть прикрыты или закрыты полностью во время движения внутритрубного инспекционного снаряда.
Из-за невозможности удовлетворения данных требований свыше 50 %магистральныхтрубопроводовне подготовлено к пропуску внутритрубных инспекционных снарядов.
1.3. Очистка полости трубопровода перед проведением обследования
Очистка трубопровода перед проведением внутритрубной дефектоскопии – необходимый и важный этап, во многом определяющий качество дальнейшего обследования. Это особенно существенно для ультразвуковых снарядов, критичных к наличию отложений в трубопроводе, которые приводят к потере нормального ультразвукового контакта с внутренней поверхностью трубопровода - стабильного акустического контакта между пьезоэлектрическим преобразователем и внутренней стенкой трубы. В процессе эксплуатации трубопровода на его внутренней стенке скапливаются различные отложения, выделяющиеся из переносимого продукта: в нефтепроводах это парафинистые отложения; в газопроводах - вязкие отложения; суспензии, окалина, конденсат; в водоводах - шлам, железо, марганец. Кроме того, возможно отложение на стенке трубопровода неоднородной смеси из гидроокиси железа и минеральных примесей (частицы ила, глинистый коллоид). Все это влияет на эффективность и точность ультразвуковой толщинометрии. Подготовка внутренней поверхности стенки заключается в удалении отслоений, рыхлостей, отложений, сглаживании шероховатостей на поверхности. В ряде случаев она может осуществляться с помощью штатных устройств очистки внутренней поверхности трубопровода, обеспечивающих постоянство проходного сечения трубы.
Многочисленные способы обработки поверхности, используемые в промышленности, можно разделить на следующие группы: химические, физические, механические, комбинированные.
Выбор конкретного способа обработки зависит от состояния исходной поверхности, габаритных размеров и массы изделия, типа производства, его спецификации и т. п.(Таблица1.)
Таблица 1 - сравнительные характеристики подготовки полости трубопровода для проведения внутритрубного контроля
|
Методы |
Характеристики Оистики | |
|
положительные |
отрицательные | |
|
Химические |
Эффективны для очистки труднодоступных мест трубопроводов малого диаметра от металлических отложений |
Трудоемкие и дорогостоящие |
|
Физические |
Не оказывают значительного влияния на изменение геометрических параметров поверхности |
Энергоемкие, трудоемкие, в некоторых случаях представляют повышенную опасность, создают шум, загазованность рабочей зоны |
|
Механические |
1.Позволяют получить параметр шероховатости поверхности от 100 до 0,05 мкм 2. Устраняет и локализуют на поверхности металла концентраторы напряжения в виде рисок, царапин, забоин, что повышает прочность металла и защищает его от коррозии, растрескивания |
Частое застревание скребков из-за постепенного наращивания выталкиваемой массы |
Примером наиболее простого устройства является очистной скребок, корпус которого выполнен из мягкого эластичного пенопласта и заключен в оболочку из гомогенного эластомера (рис.1). На цилиндрической поверхности предусмотрены скребущие элементы, выполненные в виде лент с повышенной шероховатостью. Передвижение скребка осуществляется под действием транспортируемой среды.

Рис. 1 - Очистной скребок типа СКР1:
1 – бампер; 2 – диск ведущий; 3 – диск прокладочный ; 4 – диск чистящий; 5 – манжета поддерживающая; 6 – корпус; 7 – диск чистящий щеточный; 8 – передатчик; 9 – бампер для передатчика.
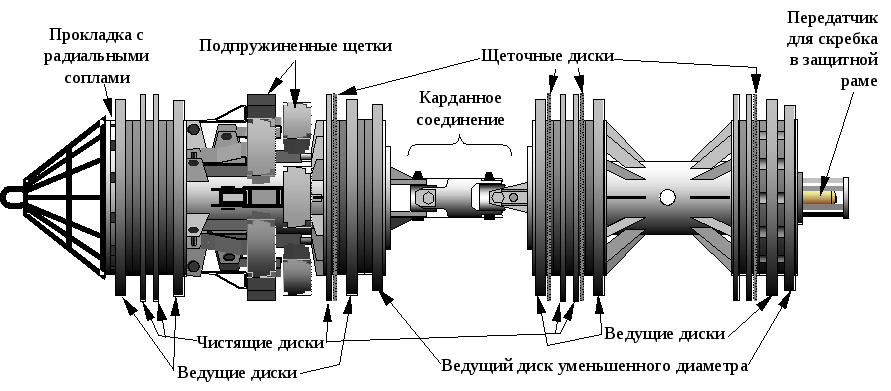
Рис. 2 Очистной скребок типа СКР1-1
Более сложный скребок представляет собой цилиндр из пористого синтетического материала (пенопласта) с открытыми ячейками, заключенный в непроницаемый кожух из плотного материала, обладающего адгезивными свойствами. На поверхность кожуха наносится абразивный состав, компонентами которого могут быть песок, толченое стекло, алмазная пыль и т. д. В образуемую абразивным составом наружную оболочку скребка запрессовываются короткие стальные щетки, слегка наклоненные по ходу движения.
Часто для повышения качества очистки применяют комбинированный способ, при котором в дополнение к механическому способу применяется какой-либо моющий агент, нагнетаемый под давлением.
Устройства для очистки внутренней поверхности трубопроводов необходимо запустить и принять. Для этого созданы специальные системы приема-запуска очистных устройств. Одна из систем включает проходящий через площадку перекачивающей станции байпас, концы которого врезаются в оснащенные заглушками подводящий и выходной участок магистральных трубопроводов. В местах указанных врезок перед входом в отводы устанавливаются дистанционно управляемые поворотные лопастные колеса, угол наклона которых регулируется при операциях по запуску и приему таким образом, чтобы можно было уменьшить давление, перекрыть поток из трубопровода в байпас, и тем самым дать возможность запустить или принять скребок.
Имеется устройство, позволяющее вводить и извлекать из трубопровода шаровые и цилиндрические очистные скребки и разделители без прекращения перекачки, а также устройство, позволяющее осуществлять запуск скребков или шаровых эластичных разделителей последовательно в несколько магистральных трубопроводов. Последнее состоит из установленной на фундаменте разделительной камеры, внутри которой с помощью поворотного механизма укреплена наклонная направляющая для подачи скребков или разделителей.
Известным конструкциям скребков, предназначенным для путевой очистки магистральных трубопроводов, свойственен общий недостаток — частое застревание в пути в виду постепенного наращивания впереди движущегося скребка выталкиваемой массы (парафин, асфальтены, ржавчины, песок и т. п.). Кроме того, сопротивление движению скребка, создаваемое этой массой, часто приводит к повреждению скребка.
Эластичный скребок конструкции СКБ “Транснефтеавтоматика” обеспечивает контроль за движением скребка и быстрое его обнаружение в случае остановки или застревании в трубопроводе.
В настоящее время очистка изделий от окалины, толстослойной ржавчины, органических отложений и т. п. в металлургии, судостроении, судоремонте и др. отраслях в основном производится механическим способом, так как этот способ обеспечивает оптимальную шероховатость 20...40 мкм и волнистость (отношение максимума стрелы прогиба к длине неровности) не более 0,025, что гарантирует высокую чувствительность и стабильность ультразвуковых колебаний.