

ФБТ БИ 1курс / 31.
...pdfПрипуски призначаються на поверхні, що підлягають механічній обробці, позначені значком, над яким є цифра, що вказує розмір шорсткостей поверхні.
Таблиця 1 Класи точності розмірів і мас і ряди припусків на механічну обробку виливків для різних способів лиття (ГОСТ 26645-85)
|
|
|
Тип металу і сплаву |
||
|
|
|
|
|
|
|
Найбільший |
Кольрові с |
|
Кольрові с |
Ковкий чавун, |
|
|
температуро |
|||
Спосіб лиття |
габаритний |
температуро |
|
високоміцний та |
|
|
ю плавлення |
||||
|
розмір |
ю плавлення |
|
вище 700 °С |
легований |
|
виливки, мм |
нище 700 °С |
|
чавун,сталь |
|
|
|
сірий чавун |
|||
|
|
Класиточності розмірів і мас відливок та рядиприпусків |
|||
|
|
|
|
|
|
Лиття під тиском в металеві форми |
До 100 |
(3т-5)/1 |
(3-6)/1 |
(4-7т)/1 |
|
Понад 100 |
(3-6)/1 |
|
(4-7т)/1 |
(5т-7)/1 |
|
|
|
||||
Лиття в керамічні формита по |
До 100 |
(3-6)/1 |
|
(4-7т)/1-2 |
(5т-7)/1-2 |
виплавляемим та випалювальним |
Понад 100 |
(4-7)/1-2 |
|
(5т-7)/1-2 |
(5-8)/1-2 |
моделям |
|
||||
|
|
|
|
|
|
Лиття в кокіль та під низьким тиском в |
До 100 |
(4-9)/1-2 |
|
(5т-10)/1-3 |
(5т-11т)/1-3 |
металеві формибез пісчяних стрижнів та |
Понад 100 До |
(5т-10)/1-3 |
|
(5-11т)/1-3 |
(6-11)/2-4 |
з ними, лиття в пісчяні форми, твердіючі у |
630 |
|
|||
|
|
|
|
||
контакті з остнаскою |
Понад 630 |
(5-11т)/1-3 |
(6-11)/2-4 |
(7т-12)/2-5 |
|
Лиття в пісчяні форми, твердіючипоза |
До 630 |
(6-11)/2-4 |
|
(7т-12)/2-4 |
(7-13т)/2-5 |
Понад 630 До |
|
||||
контактомзостнасткою,центробіжне,у |
(7т-12)/2-4 |
|
(7-13т)/3-5 |
(9т-13)/3-6 |
|
4000 |
|
||||
сирі та сухі пісчяно-глинесті форми |
|
|
|
|
|
|
|
|
|
|
|
|
Понад 4000 |
(7-13т)/3-5 |
|
(9т-13)/3-6 |
(9-14)/4-6 |
Примітка. У чисельнику зазначені класи точності розмірів. Менші їхні значення ставляться до простих виливків і умов масового виробництва; виливкам, що виготовляють індивідуально; умовам механізованого серійного виробництва. Класи точності мас варто приймати відповідним класам точності виливків.
Надалі отримані цифри точності виливка використати при призначенні припусків.
Допуски розмірів
Спочатку призначають допуски на розміри, які будуть змінюватися за рахунок припуску. По табл. 2, відповідно до класу точності, призначаємо допуски на кожний розмір.
Приклад. Розрахуємо припуски і допуски для двох розмірів 7 і 24 (числа взяті довільно), по 6 класу точності. Дані вносяться у зведену таблицю.
Зведена таблиця припусків і допусків розмірів виливка
Розмір, |
Допуск, |
Припуск, мм |
Сумарний розмір с припуском та допуском, |
мм |
мм |
|
мм |
7 |
0,40 |
- |
- |
24 |
0,50 |
- |
- |
|
|
|
|
31

Допуски мас
Верхні граничні відхилення маси виливка зазначені в табл. 3. Використовуючи значення точності маси, отримане з табл. 1, визначаємо верхнє відхилення.
Приклад. Для нашого випадку маємо 11-й клас точності маси, виливок має масу 12 кг. З табл. 3 установлюємо, що відхилення буде становити 10 %, що від маси 12 кг складе 1,2 кг. Коливання маси виливки можуть бути в межах від 12 до 13,2 кг.
Припуски на механічну обробку
Припуски встановлюються на кожний елемент виливка залежно від допуску на розмір, що змінюється від даного припуску. У табл. 4 наведені значення припусків. Для кожного інтервалу значень допусків розмірів виливка в кожному ряді припусків у табл. 4 передбачені два значення основного припуску. Менші значення припуску встановлюють при більше грубих квалітетах точності обробки деталей, більші значення припуску встановлюють при більше точних квалітетах згідно табл. 5.
Значення основних припусків варто відносити до поверхонь виливка, розташованим при заливанні знизу або збоку. На верхні при заливанні поверхні допускається збільшення припусків до значення, що відповідає наступному ряду припусків згідно табл. 4
Таблиця 2 Допуски розмірів виливка, мм (ГОСТ 26645-85)
Таблиця 3 Верхні граничні відхилення маси виливків (ГОСТ 26645-86)
32
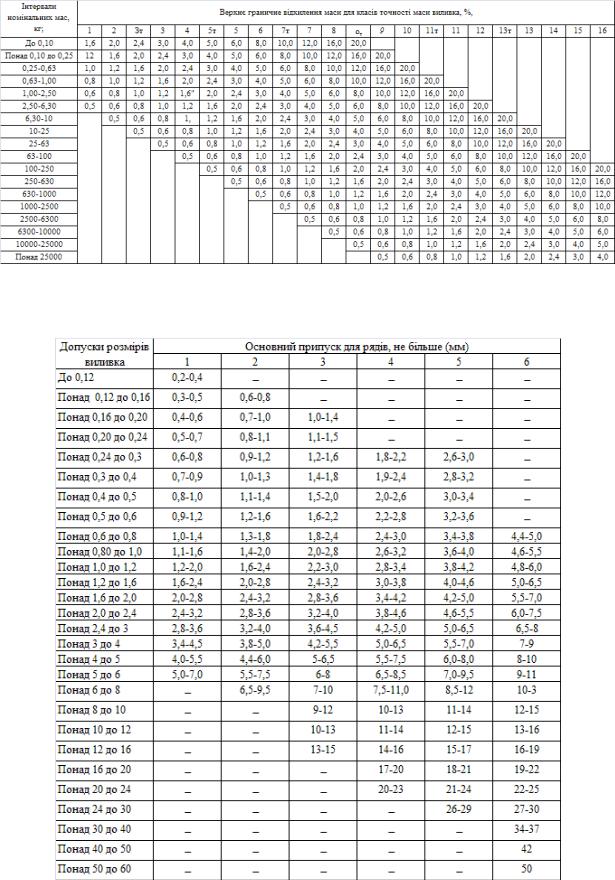
Таблиця 4 Припуски на механічну обробку, мм (ГОСТ 26645-85)
33

Приклад.
У нашому випадку виливок має 4-й ряд припусків (табл. 4). Припуски призначаємо на поверхні, що змінюють розміри: на розмірі 7 мм із допуском 0,40 мм припуск складе 2,0 мм для більше точного квалітету механічної обробки, на розмірі 24 мм із допуском 0,50 мм припуск складе 2,2 мм для точного квалітету механічної обробки.
Таблиця 5 Квалітети точності обробки виливків (ГОСТ 26645-85)
Дані заносимо у зведену таблицю, розраховуємо сумарний розмір. Остаточний вид даних розглянутих прикладів показаний у табл. 6. Інформацію із призначення додаткового припуску див. у ГОСТ 26645-85.
Таблиця 6 Зведена таблиця припусків і допусків розмірів виливка
Розмір, |
Допуск, |
Припуск, мм |
Сумарний розмір с припуском та допуском, |
мм |
мм |
|
мм |
7 |
0,40 |
2,0 |
7+0,40+2,0 = 9,40 |
24 |
0,50 |
2,2 |
24+0,50+2,2 = 26,7 |
|
|
|
|
Призначення формувальних ухилів моделей
Формувальні ухили моделей виконуються на вертикальних формотворних поверхнях моделей для забезпечення гарного витягу моделі без руйнування форми. Величини ухилів призначаються за ГОСТ 3212-80 (табл. 7).
Таблиця 7
Формувальні ухили дерев'яних модельних комплектів
34

Формувальні ухили виконуються на вертикальних стінках моделей убік їхнього витягу з форми. Позначення формувальних ухилів на кресленні виливка регламентуються за ГОСТ 3.1125-88 "Правила графічного виконання елементів ливарних форм і виливків". Якщо формувальні ухили на всіх вертикальних стінках моделі одинакові, то величина ухилів може бути обговорена в технічних вимогах на відливку, які вказуються на вільному полі креслення.
Оформлення креслення виливка
Креслення виливка виконується на карті ескізів відповідно до вимог ЕСКД і ГОСТ 3.1125-88 "Правила графічного виконання елементів ливарних форм і виливків". Допускається графічний документ на виливок зображувати на врахованій копії креслення, при цьому елементи виливка варто виконувати червоним кольором.
Всі технологічні вказівки на виливок: припуски, стрижні, литникову систему й інші - показуються на кресленні тонкою лінією. Допускається їхнє кольорове зображення. Литникову систему, необхідно показувати так, щоб було зрозуміло її розташування стосовно виливка. Додатково показуються перетини всіх елементів ливникової системи відповідно до загальтехнічних стандартів. Під кожним перетином робиться напис, у якій вказуються сумарна площа перетинів, кількість даного елемента й площа одного перетину. На вільному полі креслення виливка робиться напис про технічні умови, у якій вказуються інші вимоги, не відбиті на кресленні, у тому числі: точність виливка, формувальні ухили, незазначені радіуси, ливарна усадка сплаву, якщо потрібно - додаткові вимоги до хімічного складу й структури, термообробка, гідравлічні випробування й інші.
Креслення виливка з технологічними вказівками вважається повним, якщо по ньому можна одержати всю інформацію про технології одержання виливка.
Правила графічного зображення виливків
При кресленні виливка варто враховувати всі припуски із вказівкою їхньої величини (див. мал.2). Внутрішній контур оброблюваних поверхонь, а також отворів, западин і виточень, не виконуваних у лиття, зображують суцільною тонкою лінією. Допускається при нескладних виливках перераховані елементи не зображувати.
Залишки живильників, висікши, стяжок і прибутків, якщо їх не видаляють повністю в ливарному цеху, виконують на зображенні виливка. Лінія відрізки повинна відповідати
35
способу відрізки: при відрізку різцем, дисковою фрезою, пилкою й т.д. її виконують суцільною тонкою лінією, при вогневому різанні або обламуванні - суцільною хвилястою лінією. Усадочні ребра, стяжки, технологічні припливи, проби для випробувань, видаляють не в ливарному цеху, виконують на зображенні виливка повністю суцільною основною лінією. Для проб, що вирізують із тіла виливка, указують розміри, що визначають місце їхньої вирізки. Призначення проби вказують на полку лінії-винесення.
Порядок виконання роботи
1.Одержати завдання у вигляді креслення деталі /див. додаток/ і перенести його у звіт на аркуш паперу формату АЗ /397x420/ з габаритними розмірами оброблюваних поверхонь, класу точності виливка, металу виливка, способу формування. Над кресленням зробити напис "Деталь".
2.Відповідно до свого завдання заповнити таблицю 6 (згідно розглянутого у теоретичній частині прикладу).
3.Вивчити за кресленням конструкцію деталі і в разі потреби внести зміни в конструкцію відливка для підвищення його технологічності.
4.Вибрати найраціональніше розміщення відливка у формі і визначити роз´єм моделі та ливарної форми.
5.Виконати креслення модельно-ливарної технологічної розробки, керуючись правилами, викладеними в коротких теоретичних відомостях, та розмістити його поряд з кресленням деталі. Над кресленням зробити напис "Модельно-ливарна технологічна розробка".
Зміст звіту
1.Обгрунтування вибору розміщення виливка у формі й площині роз´єму моделі й форми.
2.Розробка модельно-ливарного технологічного оснащення у вигляді креслення на аркуші паперу формату АЗ /креслення за пп. І, 4, 5 виконати на одному аркуші/.
Контрольні питання
1.Який порядок розробки технології виготовлення виливків?
2.За якими критеріями вибираються способи виготовлення виливків і форм?
3.Як призначається точність виливка?
4.Які загальні вимоги для вибору положення виливка у формі в момент заливання?
5.На які поверхні виливка призначають припуски на механічну обробку?
6.Від яких параметрів виливка й техпроцесу залежить величина припуску?
36
7.Як призначається припуск на механічну обробку? Як він позначається на кресленні виливка?
8.Що називається лінією рознімання форми й моделі?
9.У яких випадках призначається лінія рознімання моделі?
10.Чому виготовляють окремі частини моделей? Які загальні вимоги до моделей і стрижневих ящиків?
11.Чим модель відрізняється від виливка?
12.Які загальні вимоги при виборі лінії рознімання форми?
13.Як позначається лінія рознімання й положення виливка у формі на кресленні виливка?
14.Як позначається стрижень на кресленні виливка?
15.Як визначаються розміри стрижневих знаків?
16.Назвіть загальні принципи вибору місця підведення металу до виливка при її заливанні й призначення ливникової системи? Як позначаються перетини елементів ливникової системи?
17.Як позначаються перетини елементів ливникової системи?
18.Як показується форма в зборі на кресленні?
Список літератури
1.Рыжиков, А.А. Технологические основы литейного производства / А.А. Рыжиков.
– М.: Машгиз, 1962. – 524 с.
2.Берг, П.П. Качество литейной формы / П.П. Берг. – М.: Машиностроение, 1961.-–
280 с.
3.Степанов, А.Ю. Технология литейного производства / А.Ю. Степанов, В.Н. Семёнов. – М.: Машиностроение, 1963.-– 407 с.
4.Балабин, В.В. Модельное производство / В.В. Балабин. – М.: Машиностроение,
1970. – 301 с.
37
5.Степанов, А.Ю. Технология литейного производства / А.Ю. Степанов, Г.Н. Баладин, В.А. Рыбкин. – М.: Машиностроение, 1983. – 285 с.
6.Дубицкий, Г.М. Литниковые системы / Г.М. Дубицкий. – Свердловск: Машгиз,
1962. – 255 с.
7.Василевский, П.Ф. Технология стального литья / П.Ф. Василевский. – М.: Машиностроение, 1974. – 406 с.
8.Литейное производство / Под ред. И.Б. Куманина. – М.: Машиностроение, 1971. – 318 с.
9.Чечулин, В.А. Усадка металлов и сплавов / В.А. Чечулин. – Свердловск, УПИ,
1983. – 48 с.
10.Кауфман, А.С. Расчёт прибылей для отливок / А.С. Кауфман, В.А. Чечулин. – Свердловск, УПИ, 1981. – 23 с.
11.Чуркин, Б.С. Конструирование и расчёт литниковых систем / Б.С. Чуркин. – Свердловск: УПИ, 1985. – 53 с.
12.Жебин, М.И. Изготовление форм и приготовление литейных сплавов: Учеб. для средних проф.-техн. училищ / М.И. Жебин, М.Н. Сосненко. – М.: Высш. школа,
1982. – 304 с.: ил.
13.Липницкий, А.М. Справочник рабочего-литейщика / А.М. Липницкий, И.В. Морозов. – Л.: Машиностроение (Ленингр. отд.), 1976. – 344 с.: ил.
14.Фишель, Б.Т. Разработка чертежей отливок / Б.Т. Фишель. – Москва–Свердловск: Машгиз, 1963.-– 72 с., ил.
15.Косников, Г.А. Литейное производство. Проектирование технологии получения отливок в разовых формах: Учеб. пособие / Г.А. Косников,Л.М. Морозова. – СПб.: Изд-во СПбГТУ, 2000. – 51 с.
38
Додаток 1
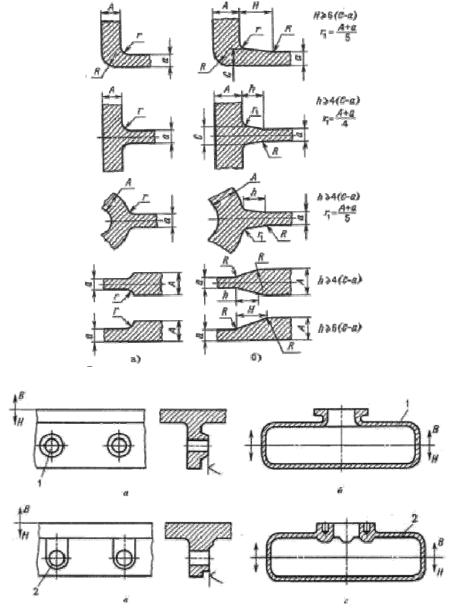
Переходи, що рекомендують, від стінки до стінки в литих деталях
Конструкції литий деталі: а, б - нетехнологічні,; в, м – технологічні
39

Додаток 2.1
Варіанти технічних завдань
Завдання 1
Завдання № |
A |
B |
C |
D |
F |
1 |
55 |
65 |
72 |
120 |
100 |
2 |
75 |
85 |
92 |
140 |
120 |
3 |
40 |
50 |
57 |
105 |
85 |
4 |
105 |
115 |
122 |
170 |
150 |
5 |
25 |
35 |
42 |
90 |
70 |
40