

Операции хроматирования предшествует операция осветления, которая производится погружением кадмированных деталей на 2-5 с в 1-3 %-ный раствор азотной кислоты или 2 %-ный раствор перекиси водорода в 0,5 %-ном растворе серной кислоты.
Хроматирование — простой процесс.
Непосредственно после кадмирования (или осветления) изделия промывают в проточной воде
ипереносят в хроматную ванну, работающую преимущественно при комнатной температуре, где
ивыдерживают от нескольких до десятков секунд.
После хроматирования изделия промывают в холодной и теплой воде и сушат сжатым воздухом.
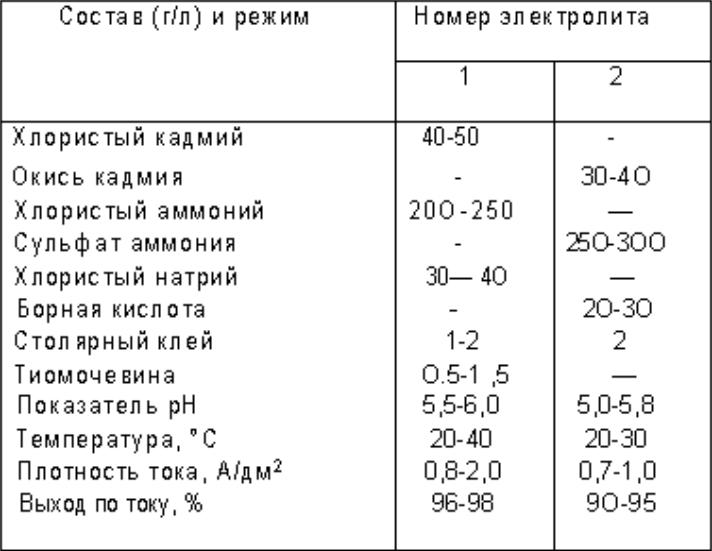
Составы аммиакатных электролитов кадмирования и режимы электролиза:
Кадмиевые покрытия, полученные в ванне без блескообразующих добавок, перед хроматированием осветляют несколько минут в 1 %-ной азотной кислоте при комнатной температуре.

. Составы растворов и режимы пассивирования кадмиевого покрытия
В растворах № 1 и № 4 образуются толстые хроматные слои интенсивного желто- золотистого (раствор 1) или золотисто- красного (раствор 4) цвета.
Недостаток этих ванн — большая концентрация солей хрома, затрудняющих нейтрализацию сточных вод.
Очень концентрированные растворы для хроматирования приводят к снятию 2-3 мкм слоя цинкового или кадмиевого покрытия.
Это может привести к полному удалению покрытия в углубленных местах, например, в отверстиях, где толщина цинка или кадмия очень мала.
Раствор № 2 применяется для деталей, подвергаемых обезводороживанию при температуре 180-200 °С в течение 2 ч (цвет пассивной пленки при этом изменяется до темно-коричневого, защитные свойства пленки несколько ухудшаются).
Раствор № 5 является примером раствора со значительно меньшим содержанием соли хрома.
Можно применить также раствор состава, г/л: хромовый ангидрид — 150-160, серная кислота — 8-10.
Температура раствора комнатная.
Детали с кадмиевым покрытием погружаются в раствор лишь на очень короткое время
(2-6 с).
Радужный оттенок, вызванный хроматированием, можно удалить в осветляющей ванне, содержащей едкий натр (~ 20 г/л) за 5-10 с при комнатной температуре.
После осветления необходима очень тщательная промывка.
Осветление снижает в определенной степени защитные свойства хроматных покрытий и применяется в том случае, когда радужный цвет не приемлем.
Толстые хроматные покрытия после осветления можно окрашивать в водных растворах некоторых органических красителей.
Ванны для хроматирования — из винипласта.
Нагрев не нужен, если температура в помещении превышает 18 ºС.
Для удаления кадмиевых покрытий со стали
и медных сплавов применяют раствор, содержащий азотнокислый аммоний с концентрацией 100-400 г/л.
Изделия выдерживают в этом растворе при комнатной температуре до полного растворения кадмия.
Если покрытие добавочно было хроматировано, то удаление кадмия протекает значительно труднее.
Сначала необходимо устранить слой хромата в горячем растворе едкого натра.
Кадмий можно удалить также в концентрированной соляной кислоте, но при этом существует определенный риск повреждения поверхности подложки.