

№7
Кадмирование. Лужение
1. Кадмирование
Химические свойства кадмия аналогичны свойствам цинка, однако он более устойчив в кислых, нейтральных и щелочных растворах.
В паре с железом кадмий также является анодом, и поэтому кадмий относится к категории защитных покрытий, особенно в условиях воздействия хлоридов и сульфатов (морская атмосфера).
На поверхности кадмия в атмосферных условиях образуются продукты его коррозии в виде пленки толщиной 5-10 мкм, которая, как и в случае цинкового покрытия, несколько тормозит коррозионный процесс.
Защитные свойства кадмиевого покрытия значительно повышаются дополнительной обработкой в хроматных растворах (пассивированием) или фосфатированием.
Кадмирование осуществляют в: кислых, цианистых и
аммиакатных электролитах.
Кислые электролиты обладают низкой рассеивающей способностью, и их применение обычно ограничивается деталями несложной формы.
В таблице ниже представлены наиболее распространенные кислые электролиты кадмирования.
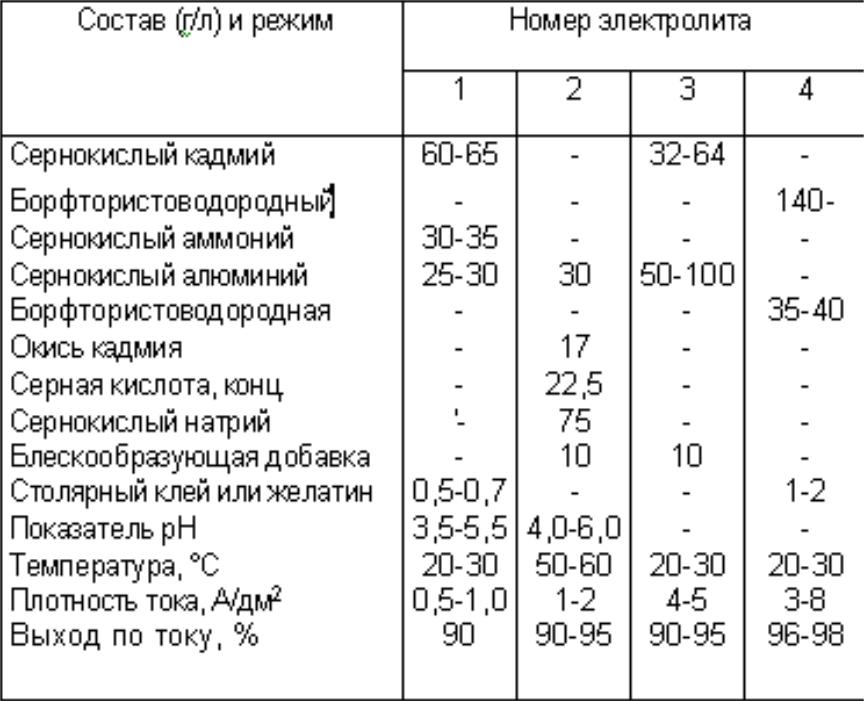
Электролит № 1 применяется главным образом для покрытия мелких деталей.
Электролит № 2 характеризуется высокой рассеивающей способностью.
Применяется для блестящих покрытий сложно-профилированных деталей.
Электролит № 3, содержащий блескообразующую добавку ДЦУ, применяется для получения блестящих покрытий на деталях простой формы.
Электролит № 4 позволяет интенсифицировать процесс кадмирования и получать более равномерные покрытия вследствие хорошей рассеивающей способности.
Фторборатные ванны отличаются большим катодным выходом по току, из-за чего их применяют для кадмирования стальных упругих деталей, склонных к водородной хрупкости.
Особого внимания заслуживает фторборатная ванна, содержащая, г/л:
фторборат кадмия Сс1(ВР4)2 — 250, фторборат аммония МН4(ВР4) — 90, борную кислоту — 30 и столярный клей —1-2.
Эксплуатация фтороборатной ванны основана на наблюдениях за видом кадмиевых покрытий.
Ухудшение гладкости и потемнение покрытия свидетельствуют о необходимости добавки столярного клея - 1 г/л, а также поддержания рН = 2,5-3,0.
Для регулировки применяют борфтористоводородную кислоту и аммиак.
Приготовление сульфатных и борфтористоводородных электролитов производится по методикам, аналогичным методикам приготовления кислых электролитов цинкования.
Встречающиеся неполадки при эксплуатации кислых электролитов кадмирования связаны обычно с уменьшением или увеличением кислотности.
Так, при снижении кислотности (увеличение рН) покрытие в углублениях темнеет, при понижении рН осадки кадмия становятся крупнозернистыми.
Примеси электроположительных металлов (медь, олово, никель, сурьма и др.) вызывают образование губчатых темных покрытий; для устранения этого дефекта необходимо электролит проработать током при плотности тока (0,3-0,5) А/дм2.
Для замены токсичных цианистых электролитов получили распространение аммиакатные электролиты, составы и режимы которых приведены в таблице.
Для улучшения коррозионной устойчивости кадмиевого покрытия и улучшения его
декоративных качеств применяют хроматирование — обработку кадмия в
хроматных растворах, в результате которой на металле образуются пассивные пленки, аналогичные пассивным пленкам, получаемым на цинковых покрытиях.