

Шабровка литых и ювелирных изделий
Шабрением называется обработка поверхности изделия путем соскабливания тонкого слоя металла режущим инструментом — шабером. Шабрение ювелирных изделий производят с целью удаления рисок, образованных в процессе опиливания, для подготовки изделия к полированию. Это одна из отделочных операций. Шабрят внутренние и наружные поверхности.

Для всех видов ювелирного шабрения используют шаберы одной конструкции — трехгранные, изготовленные из инструментальных сталей марок У10...У12. Шаберы разного назначений отличаются друг от друга только размерами сечения и углом , заточки. Рабочая часть всех шаберов должна быть закалена и при надобности отпущена до такого состояния, чтобы шабер был не очень хрупким, но и не очень мягким. У хрупкого шабера может обломаться острый конец и выкрошиться лезвие, вследст-вие чего на поверхности шаброванного изделия остается след и3 мелких рисок. В этом случае говорят, что шабер «волосит». Если же шабер мягкий, заточка его будет недолговременной, следовательно, потребуется постоянная заправка шабера.
Шабер состоит из стержня с рабочей частью и ручки. Рабочая часть — это ребра, образованные трехгранной конической заточкой. Таким образом, рабочая часть шабера имеет три лезвия. Угол при вершине, образованный гранями, называется углом заточки шабера. Зависит он от сечения и назначения шабера. В целях безопасности работы длина рабочей части ограничена 20 мм.
Шаберы. Изготовляют из инструментальной углеродистой стали марок У10, У12. Режущий конец шабера закаливается без отпуска до твердости HRC = 60-65.
По форме рабочей поверхности шаберы подразделяются на плоские, трехгранные, фасонные; по числу режущих концов - на односторонние и двухсторонние, по конструкции - на цельные и со вставными пластинками.
Односторонние шаберы, подобно напильникам, снабжаются ручками, двухсторонние ручек не имеют.
Плоские шаберы (рис. 159, а) применяют для обработки прямолинейных поверхностей; шабер с изогнутым концом (рис. 159, б) - для шабрения в острых углах или же для шабрения мягких металлов, например алюминия, цинка, баббита и др. Двухсторонний плоский шабер (рис. 159, в), сделанный из круглой стали, благодаря наличию двух концов имеет больший срок службы.
Длина плоских односторонних шаберов составляет 100- 250 мм, а двухсторонних 350-400 мм. Ширина шабера для грубого шабрения принимается от 20 до 30 мм, для точного- 16- 20 мм и для самого точного - 5-10 мм. Толщина конца режущей части колеблется от 1 до 3,5 мм. Угол заострения у шаберов принимают для чернового шабрения 60-75°, для чистового - 90°.
Трехгранные шаберы (рис. 159, г) применяют для шабрения вогнутых и цилиндрических поверхностей. Как правило, их выпускают только односторонними. Нередко трехгранные шаберы изготовляют из сработанных трехгранных личных напильников.
По форме режущих концов шаберы разделяют на прямые и изогнутые.
Для облегчения заточки плоскостей шабер имеет желобки, образующие режущие кромки с углом заострения 60°.
Длина трехгранных шаберов принимается 75-100 мм.




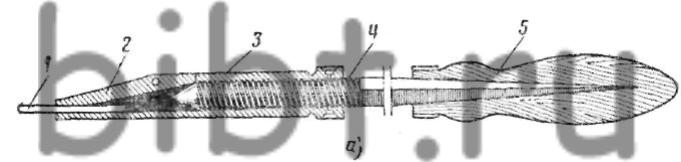


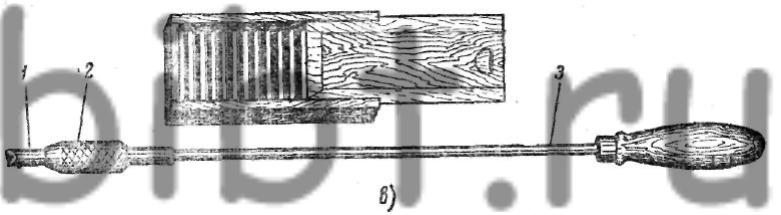


Рис. 160. Составные шаберы:
а - универсальный шабер: 1 - пластинка, 2 - держатель, 3 - корпус, 4-зажимный винт, 5 - ручка; б - шабер конструкции С. Г. Кононенко; в - шабер со сменными пластинками: 1 - сменные пластинки, 2 - зажимный патрон, 3 - стержень; г - составные шаберы, д - шабер конструкции В. А. Алексеева с радиусной заточкой
Рационализатор С. Г. Кононенко изобрел более совершенную конструкцию шабера, который состоит из трех частей: державки, деревянной ручки и сменной пластинки (рис. 160, б). Сменная пластинка имеет хвостовик типа «ласточкин хвост», а державка имеет паз, соответствующий пластинке. Сменная пластинка устанавливается в паз державки, что обеспечивает надежное соединение и быструю смену пластинок. Пластинки затачивают в инструментальных цехах.
На рис. 160, в показан наиболее совершенный шабер, состоящий из сменной пластинки 1, зажимного патрона 2 и стержня 3. Пластинки шабера изготовляются размером 3X16x50 из инструментальной углеродистой стали У12А, а стержень из углеродистой стали 45. Замена затупленной пластинки производится путем поворота рукоятки (стержня), так как губка зажимной части патрона соединена с корпусом шарнирно.
Такая конструкция шабера допускает применение комплекта пластинок, заточенных под разными углами.
Слесари-новаторы Уралмашзавода предложили заменить тяжелые цельнокованые шаберы составными. В этих шаберах (рис. 160, г) режущие лезвия изготовлены из тонких пластинок (в два раза тоньше обычных), что значительно ускоряет их заточку и доводку. Пластинки вставляются или припаиваются к пустотелой трубке. Такие шаберы при работе пружинят, а это повышает чувствительность рук шабровщика и способствует точности шабрения.
Оригинален по конструкции шабер с радиусной заточкой, предложенной слесарем-новатором Саратовского подшипникового завода В. А. Алексеевым (рис. 160, д). Шабер Алексеева благодаря плавности и легкости проникновения в шабруемую деталь облегчает работу и способствует повышению производительности труда.
Для шабрения внутренних округлых поверхностей (внутри колец) применяют шаберы большего сечения — круглые диаметром 6...8 мм, трехгранные со стороной 6...8 мм, так как внутреннее шабрение требует большего усилия, чем наружное. Угол заточки таких шаберов 30...35°. Длина шабера с ручкой 130... 150 мм. Ручка может быть изготовлена из дерева, эбонита, пластмасс. Толщина ручки в утолщенной ее части 12... 15 мм. В качестве заготовок для шаберов могут быть использованы: метчики, развертки, прутки подходящих сталей и специальные поковки.
При шабрении наружных поверхностей и труднодоступных мест применяют более тонкие шаберы сечением 5...6 мм. Угол заточки этих шаберов 15...25°, длина с ручкой 150... 180 мм. Ручки для тонких шаберов могут быть изготовлены из трубок цветных металлов или прочных пластмасс. Так как при наружном шабрении ручка шабера находится между пальцами руки, сечение ее не должно превышать 8 мм. В качестве заготовок для шаберов наружного шабрения могут быть использованы: надфили, метчики и развертки соответствующих размеров.
Независимо от формы заготовки для шабера, рабочую часть затачивают на три грани. Предварительную заточку производят на наждачном точиле, следя за тем, чтобы не отпустить заготовку. После того как рабочей части шабера задан определенный угол и предварительно обработаны грани, на грубом абразивном бруске выравнивают грани. Брусок смачивают жидким машинным маслом или керосином и, прижимая деревянным прижимом (в качестве прижима может служить старая ручка от напильника) к камню поочередно каждую грань, сообщают заготовке движение по плоскости камня. Затачивают рабочую часть шабе-ра на грубом камне до тех пор, пока грани не станут плоскими, а ребра прямолинейными. Дальнейшую заправку шаберов производят на мелкозернистых брусках, также покрывая поверхность камня маслом и прижимая грани шабера. Окончательно Управляют шабер на твердых мелкозернистых оселках. Бруски для заправки шабера должны иметь ровную плос-кость без трещин и глубоких царапин. При выработке камня его необходимо выровнять трением о другой камень.
Шлифование – подготовительная операция перед нанесением покрытия.
Шлифование – это способ подготовки поверхности перед нанесением защитного покрытия, для реализации которого необходимы абразивные инструменты (ленты, вращающиеся шлифовальные круги, бруски и т.п.).
Для грубого шлифования (обдира) часто используют круги, которые полностью состоят из абразивного материала (шлифовального или точильного камня). Грубым шлифованием можно удалить с поверхности толстый слой окалины, наплывы металла, заусенцы, бугры, раковины и т.д.
Абразивом часто служат крупные фракции корунда (Al2O3), карбида кремния (карборунда SiC), наждака (30-35% Fe2O3 и 60-70% Al2O3). Размер зерна составляет около 250–1200 мкм. В качестве связующего используются жидкое стекло, а также различного рода глины, смолы.
Декоративное шлифование (или тонкое) проводится с использованием уже не цельного круга, а специальных эластичных кругов, которые состоят из основы и абразивного материала. В качестве абразива служат мелкие фракции кварца, корунда, наждака. Их наносят на основание при помощи связующих веществ (жидкого стекла, клеев и т.д.). Основу (эластичный круг) изготавливают из брезента, кожи, войлока, хлопчатобумажной ткани, фетра и других материалов, которые дальше прессуют, склеивают и прошивают (один эластичный круг зачастую состоит из нескольких слоев). Зерно абразивного материала для тонкого шлифования по размерам составляет около 75 – 200 мкм.
После операции декоративного шлифования и перед последующим полированием часто проводят матирование. Матирование – это процесс шлифования, только для его реализации используют не круги с абразивом, а эластичные круги со специальными пастами. Если поверхность ровная, то можно использовать простой круг с маленьким ворсом или без него. Изделия, которые имеют сложную форму, матируют на специальных кругах, которые изготовлены из полимерных материалов (нейлон, капрон и т.п.) или морской травы (сизаль, фибер). Для матирования цветных металлов и черных могут быть использованы следующие составы: а) 10% парафина, 80,8% маршаллита, 9% солидола Т и 0,2% церезина; б) 43,4% солидола Т, 43,4% парафина, 13,2% очищенного петролатума; в) 76,1% кирпичной пыли, 13,5% стеарина, 1,4% наждак№3, 0,9% венской извести, 8,1% солидола Т.
Круги из войлока, фетра, кожи, наждачного полотна изготавливаются наборным способом. В качестве основы при этом служит деревянная либо металлическая основа.
Матерчатые круги изготавливают путем сшивания некоторого количества заранее подготовленных дисков. Эти диски могут быть вырезаны из парусины, фланели, брезента, байки, бязи и т.п. Наружный диаметр зачастую не превышает 25 – 40 см. В состав круга для шлифования или полирования входит от 12 до 15 секций, в свою очередь, в каждой из них 15 – 20 сшитых или склеенных между собой дисков. На крупномасштабных производствах диски вырезают при помощи прессов, а на мелких предприятиях и вручную. Твердость круга очень сильно зависит не только от материала, используемого для его изготовления, но и от способа прошивки. Чем чаще швы – тем тверже получается круг. Широкое распространение получили концентрический и спиральный способы прошивки.
Способы прошивки матерчатых кругов:
- радиальный;
- концентрический;
- крестообразный;
- тангенциальный;
- спиральный и др.
После того, как круг прошили, его балансируют и центрируют на специальных машинах. Далее, когда поверхность стала уравновешенной, шлифовальный или полировальный круг обрабатывают клеящим составом (столярным или казеиновым). Клей сначала подогревают, и только потом наносят равномерным слоем на круг. Затем на специальных станках накатывают (вручную или автоматически) подогретый до 40 – 45 °С абразивный материал.
Кроме шлифовальных кругов могут использоваться еще и шлифовальные ленты. Это бесконечные ремни с абразивным материалом, тканевые ленты, склеенные между собой полосы шлифовальной шкурки на бумажной или матерчатой основе и т.п.