

Материаловедение (куча курсачей) / ПРОИЗВОДСТВО ЗАГОТОВОК
..pdfЛиния разъема штампа может быть прямой (для простых поковок) или ломанной. Ломаный разъем предпочтительнее для поковок с выступами, так как при этом лучше заполняются углы ручья штампа, и экономится металл.
В большинстве случаев выполнить все требования к плоскости разъема не удается, и в каждом отдельном случае выделяют некоторое число требований, являющихся главными. Окончательно решение по плоскости разъема штампа принимают исходя из экономичности процесса в целом.
2.7.2 Припуски, напуски и допуски
Если качество поверхностного слоя поковки, его шероховатость и допуски на размеры не удовлетворяют требованиям, предъявляемым к готовой детали, предусматривается припуск на механическую обработку всей поверхности или отдельной ее части, что учитывают при составлении графического материала поковки.
Припуском на механическую обработку поковки называют увеличение ее размеров по сравнению с готовой деталью, которое необходимо для снятия дефектного слоя, образовавшегося в процессе ковки (штамповки) или для устранения отклонений в геометрической форме поковки.
Припуск на механическую обработку по длине меньше суммы отдельных составляющих, так как отклонения могут взаимно компенсировать друг друга. В стандартах определены наибольшие отклонения припусков и допусков. Диапазон изменения припуска, на каждую сторону, обрабатываемую резанием, установлен в пределах от 0,6 до 13 мм, а при применении пламенного нагрева заготовок, допускается увеличение припуска на сторону от 0,5 до 1 мм, соответственно, для поковок массой от 2,5 до 6 кг.
Минимальная величина припуска определяется, прежде всего, глубиной дефектного поверхностного слоя поковки, а также технологией последующей механической обработки и ее регламентирует ГОСТ 7505-89 /15/.
Иногда, конфигурацию поковки упрощают путем применения напусков некоторого слоя металла, который в дальнейшем переходит в стружку. Напуски назначают по технологическим признакам, так как узкие уступы, выступы малого радиуса и т.п. не воспроизводятся в штампах.
На любой размер поковки назначают допуск независимо от наличия и значения припусков. Допуском на указанную обработку называют допускаемое отклонение размеров готовой поковки от ее номинальных размеров. Допуск определяется только технологией кузнечной обработки и не зависит от припуска. При этом припуски, входящие в этот размер, назначают отдельно с каждой стороны этого размера. К основным факторам, определяющим величины допусков, прежде всего, относятся технологические свойства штампуемых сплавов, габаритные размеры и форма поковок.
Данные по величинам припуска П и допуска Д принимают из соответствующих нормативов, для стальных поковок общего назначения массой до 400 кг они установлены /15/ с учетом исходного индекса, а для поковок из конструкционных углеродистых и легированных сталей - /20/. Базой
для определения исходного индекса являются масса поковки, степень сложности, группа стали, класс точности и качество поверхности (в соответствии с классами шероховатости по /21/).
Существует два варианта значения (указания) припусков и допусков от разных баз и от одной базы.
По первому варианту неточности (погрешности) изготовления ручья штампа и самой поковки суммируются, и допускаемое отклонение по всей длине выдержать труднее. При ведении отсчета размеров от одной базы (по второму варианту), точность изготовления детали будет, несомненно, выше и условия контроля улучшатся.
Припуски на диаметр условно относят к одной стороне поковки.
В промышленности применяют несколько способов установления припуска. При расчетах припусков и полей отклонения размеров удобнее пользоваться односторонним отклонением размеров. При наладке штампа удобнее пользоваться двусторонними отклонениями.
2.7.3 Радиусы закруглений
Для обеспечения лучшего заполнения углов штампа их делают скругленными, т.е. вводят радиусы закругления. Радиусы закругления бывают двух видов: внутренние и наружные. Наружный радиус у поковок трудно выполнить небольшим, т.к. металл в такой угол затекает в последнюю очередь, и это требует повышения удельных усилий штамповки. Чем больше глубина полости штампа, тем труднее получить в полости малый радиус на поковке. Так как малый радиус закругления частей штампа приводит к их истиранию и разрушению. При изготовлении поковок с малыми радиусами закругления получение брака из-за не заполнения полости ручья или образования на поковке складок. Большая величина радиусов приводит к увеличению припусков, а слишком малая - затрудняет удаление окалины в полостях и наметках отверстий в поковках. Недостаточная величина радиусов закруглений внешних кромок штампа может привести к рассечению волокон в заготовке. Обычно внутренние радиусы Rвн принимают от 1 до 6 мм, а наружные Rн от 1 до 8 мм. Величину радиусов выбирают в соответствии со способом заполнения полости при штамповке и при выдавливании его величина он больше, при осадке - меньше.
2.7.4 Штамповочные уклоны
Для предотвращения того, чтобы поковки оставались в ручьях штампа, их боковые стенки выполняют не параллельными, а с наклоном, то есть на них выполняют штамповочные уклоны, при этом поковка образуется с напуском. Без штамповочного уклона удаление поковки затрудненно силами трения между поверхностями поковки и ручья штампа. Уклоны имеют величину от 1о до 10о (от 5о до 7о - наиболее распространенные). С применением выталкивателей штамповочные уклоны уменьшают, и они составляют от 1о
(иногда от 0,5) до 3о. Чем относительно глубже полость штампа, тем больше должен быть штамповочный уклон. Для геометрически подобных фигур штамповочные уклоны делаются меньшими для больших фигур. Это связано с тем, что поверхность трения, приходящаяся на единицу объема, у мелких поковок больше, чем у крупных.
Применение смазочного материала /22,23/ способствует уменьшению сил трения и, следовательно, способствует более легкому извлечению поковок из штампа и позволяет применять минимальновозможные штамповочные уклоны.
Нахождение поковок в верхней полости штампа недопустимо из-за возможного выпадения в любой момент. Такое ограничение обусловлено условиями техники безопасности, а также из-за образования брака (забоин) при падении поковки из поднятого штампа. Лучшие условия извлечения поковок из верхней полости штампа создают соответствующим выбором линии разъема путем уменьшения контактной поверхности, а также увеличением штамповочных уклонов по сравнению с уклонами в нижнем ручье штампа. Для разных марок стали они одинаковы, а для различных металлов - не одинаковые.
Штамповочные уклоны, как и радиусы закругления по отношению к поковке бывают внешними (наружными) и внутренними.
Внутренние уклоны делают большими, чем внешние, так как при остывании поковки она уменьшается в размерах на величину термического расширения, что способствует более легкому извлечению поковки из штампа. По тем же причинам внутренние полости поковки охватывают выступы штампа, создающие их, приводя к посадке.
При конструировании инструмента для выбора штамповочных уклонов используют опытные данные, например, из таблицы Ребельского А.В. /19/ и их выбирают с учетом соотношений длины или диаметра полости (ln) или глубины плоскости (hn) к ширине или диаметру полости (bn) hn/bn и ln / bn , значения которых приведены в таблице 3.
Таблица 3 – Значения штамповочных уклонов
Значение отношения |
Значения штамповочных уклонов, град., |
|||
|
при значении отношения hn/bn, |
|||
ln/bn |
|
|||
до 1 |
от 1 до 3 |
больше 3 |
||
|
||||
До 1,5 |
5 |
7 |
10 |
|
Свыше 1,5 |
3 |
5 |
7 |
|
2.7.5 Полости, наметка отверстий в поковках
Получение поковок с полостями или сквозными отверстиями приводит к сокращению расхода металла и уменьшению механической обработки.
При получении деталей со сквозным отверстием делают двусторонние наметки с последующим удалением перемычки при обрезке заусенца. Получение полостей и наметок под сквозные отверстия в поковках приводит и
к повышенному износу выступов штампов, формирующих такие полости. Поэтому, полости с диаметром меньше 30 мм не выполняют. В полостях и наметках (двусторонних) назначают внутренние штамповочные уклоны.
Для верхних знаков принимают соотношение размеров диаметра и высоты h=2d, а для нижних - h=0,8d.
Проверить правильность выполненных проектных работ можно на компьютере по методике и программе приведенной в работе /24/.
2.7.6 Оформление технической документации на поковку
После определения основных характеристики (припусков на механическую обработку, допусков на размеры, радиусов закруглений и штамповочных уклонов) назначают и дополнительны характеристики поковки, необходимые для изготовления штампа (неуказанные радиусы закруглений и штамповочные уклоны, допускаемое отклонение от плоскостности и допустимый размер заусенца после обрезки, а также допускаемую величину смещения по поверхности разъема штампа).
После разработки поковки осуществляют оформление технической документации на нее по ГОСТ 3.1126-88 /25/.
При вычерчивании поковки используют обычные правила технического черчения, отличия состоят в том, что внутри контура поковки обозначают тонкими сплошными, или штрих пунктирными с двумя точками, линиями эскиз детали или обдирочный ее контур. Ниже каждого размера поковки в скобках ставят размер детали, а справа от основного размера – допуски (±Д), в соответствии с /26/.
На технической документации (чертеже поковки) указывают технические требования по ГОСТ 8479-70 /27/. При разработке технологического процесса штамповки выполняют два чертежа (чертеж холодной поковки и чертеж горячей поковки), причем, по чертежу холодной поковки осуществляют ее приемку, а по чертежу горячей поковки изготавливают штамп. Чертеж холодной поковки содержит технические требования, включающие указание следующих характеристик:
-твердости поковки с указанием стандарта;
-класса точности, группы стали, степени сложности, исходный индекс, также с указанием стандарта;
-размеры, обеспечиваемые штампом;
-неуказанные радиусы закруглений;
-неуказанные штамповочные уклоны;
-допустимый размер заусенца после обрезки;
-допускаемая величина смещения по поверхности разъема штампа;
-допускаемое отклонение от плоскостности;
-допускаемая величина поверхностных дефектов на обрабатываемых и на не обрабатываемых поверхностях;
-отношение к очистке от окалины.
В зависимости от используемого процесса, а получают поковки, являющиеся заготовками для изготовления деталей, ковкой или разновидностьями объемной штамповки, и оборудования, используемого для процесса, применяют различные штампы. Штампы для получения поковки могут быть молотовыми, их используют на молотах (рисунок 15), прессовыми - используют на прессах (рисунок 21). В таких штампах, формирующие поковку вставки, укреплены на верхней и нижней плите. Штамп также может быть составным для горизонтально-ковочной машины (ГКМ), содержащим блок матриц и блок пуансонов (рисунок 24).
После разработки и проектирования чертежа поковки и конструирования штампа, для получения спроектированной поковки, в инструментальном цехе завода, в соответствии с положениями и рекомендациями, изложенными в /28 - 30/ изготавливают разработанный штамп, который после проверки устанавливают на необходимом, для получения поковки, технологическом оборудовании.

3 Расчет исходной заготовки
3.1 Алгоритм расчета исходной заготовки
Для расчета исходной заготовки необходимо выполнить следующее:
3.1.1Рассчитать объем поковки. Выполняют так же, как рассчитывали объем детали, но с учетом новых размеров;
3.1.2Рассчитать объем перемычки;
3.1.2.1 Толщину перемычки определяют по формуле:
S = 0,45 d − 0,25h + 5 + 0,6 |
|
, |
(4) |
h |
где S – толщина перемычки, мм
d – диаметр прошиваемого отверстия, мм h – глубина наметки, мм.
3.1.2.2 Зная толщину перемычки и ее диаметр, определяют объем перемычки:
Vпер = FS = πd 2 S
4 ,
где F – площадь перемычки, мм2 3.1.3 Рассчитать объем заусенца;
Объем заусенца рассчитывают по формуле:
Vоб = Sk Kз Рзн ,
(5)
(6)
где Sk – площадь канавки (из таблицы 6 с.42) , мм2,
Кз – коэффициент заполнения облойной канавки, при продольной штамповке принимают Кз=0,5;
Рзс – периметр средней линии заусенца рассчитывают исходя из размеров поковки и канавки для заусенца по формуле:
|
b Kз |
, |
(7) |
|
P = 2π Rn +b + |
2 |
|
|
|
|
|
|
|
|
где Rn – радиус поковки, с учетом припуска и напуска, мм; b – ширина мостика, мм;
b – ширина канавки для заусенца, мм;
Кз – коэффициент заполнения канавки для заусенца.

3.1.3.1 Радиус поковки рассчитывают по формуле:
R |
n |
= Rд + |
Побщ |
+ h |
ш.у. |
, |
(8) |
|
|
||||||
|
2 |
|
|
|
|||
|
|
|
|
|
|
||
где Rд – радиус детали, мм;
Побщ – общий припуск (берут из таблицы) , мм;
hш.у. – высота штамповочного уклона (hш.у.=tgφ h/2) , мм; h – общая высота поковки, мм.
3.1.3.2 Номер канавки для заусенца определяют исходя толщины мостика, которую определяют по формуле:
ho=Co· |
|
|
(9) |
Fnn |
|||
где Cо – коэффициент (принимают |
от 0,013, для крупных |
||
поковок, до 0,015); |
|
||
Fnn – площадь проекции поковки (Fnn=πRn2) , мм2,
причем найденное значение округляют до ближайшего из талицы, с соответствующим номером канавки.
По номеру канавки и ее варианту (по характеру заполнения ручья) определяют все размеры канавки (ho; bo; h1; b1; Sk).
3.1.3.3 Суммируя полученные объемы поковки, перемычки и заусенца определяют объем исходной заготовки
3.1.4 Определение размеров исходной заготовки Определение размеров исходной заготовки проводят исходя из ее объема,
который определяют по формуле:
Vзаг =Vn+Vоб+Vпер.+Vуг., |
(10) |
где Vп. – объем поковки; Vзс. – объем заусенца; Vпер. – объем перемычки;
Vуг. – объем угара.
3.1.4.1 На размеры исходной заготовки существенно влияет вид штамповки, а именно, при продольной штамповке размеры исходной заготовки находят с учетом соотношения
1,25 ≤ |
Нз |
≤ 2,5 , |
(11) |
Дз |
|
||
|
|
|
где Н – длина заготовки, мм, Д – диаметр заготовки, мм.
Исходя из неравенства и формулы, для нахождения объема цилиндра имеем:

|
πД |
2 |
НзпримемН = 2,5 Д 2,5πД3 = 4Vзаг. Дзаг = 3 |
4V |
|
|
Vзаг. = |
|
з |
|
з . |
||
4 |
|
|
||||
|
|
|
2,5π |
|||
3.1.4.1.2Полученное значение диаметра (Дзаг) округляют до стандартного ряда диаметра проката, кратного 5 (например, …85, 90, 95…).
3.1.4.1.3С учетом найденного диаметра определяют длину заготовки:
Нзаг= |
4V |
; |
(12) |
πД 2 заг |
|
3.1.4.1.4 Проверяют отношение найденных величин Н/Дзаг и оно должно быть меньше 2,5.
3.1.4.2 Для поперечной штамповки при определении объема исходной заготовки необходимо построить эпюру сечений поковки, а по ней - эпюру диаметров, при этом для выбора заготовки возможно три варианта:
а) принимают заготовку по максимальному из диаметров эпюры диаметров, при этом в технологическом процессе штамповки предусматривается предварительные переходы в протяжном ручье;
б) приминают заготовку по среднему из диаметров эпюры, при этом длина заготовки равна длине поковки, а предварительными операциями является передача;
в) принимают заготовку по минимальному диаметру эпюры. Предварительное формоизменение – высадка.
3.1.5 Коэффициент использования металла определяют по формуле:
КИМ=Квт·Квг= Gд Gn . |
( 13) |
Gn Gз |
|
3.1.6 Показать процентное распределение материала исходной заготовки по составляющим (норма расхода материала принимается за 100 %), то есть необходимо показать, сколько процентов металла идет на поковку, на облой, на перемычку, на угар и на деталь.
3.2 Определение размеров исходной заготовки
Для изготовления спроектированной поковки необходима исходная заготовка и ее параметры (длину и диаметр проката) определяют исходя из закона сохранения объема. В соответствии с этим законом, объем исходной заготовки равен объему поковки, причем, последний включает в себя объем самой поковки, а также, объем заусенца и объем перемычки.
3.2.1 Определение объема поковки
Объем поковки определяют аналогично объему детали, по объему элементарных фигур, из которых состоит поковка, то есть по размерам детали с учетом напусков и припусков на механическую обработку.
3.2.2 Определение объема заусенца
Канавка для заусенца является важным элементом окончательного ручья, так как она определяет расход металла на заусенец.
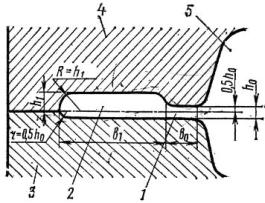
Отходы металла, вытесненные в заусенец, являются весомым слагаемым в норме расхода металла в кузнечно-штамповом производстве, поэтому, в целях экономии металла заусенец должен иметь минимальные размеры. Однако, заниженные размеры заусенца (толщины мостика и магазина) являются одной из причин не качественной штамповки. Это обусловлено повышением сопротивления металла деформированию, увеличением числа необходимых для штамповки ударов молота, что приводит к излишнему расходу энергии, снижению производительности и стойкости штампов. Наиболее распространенная форма канавки показана на рисунке 6.
1 – мостик; 2 – магазин; 3 и 4 – нижняя и верхняя половины штампа; 5 – полость окончательного ручья штампа
Рисунок 6 – Схема и элементы канавки молотового штампа
Канавка состоит из мостика и магазина. Мостик, формующий тонкую часть заусенца, создает в процессе деформирования заготовки перемычку, играющую роль пояса, ограничивающего (сдерживающего) преждевременный выход металла заготовки за пределы полости окончательного ручья, тем самым, способствуя получению полноценной поковки.
Магазин выполняет функцию сборника (приемника) вытесняемого избыточного металла /19/. Этот метал, выполняет технологическую функцию, а именно тонкий слой металла создает значительное противодавление течению
металла в зазор между частями штампа. За счет этого материал заготовки затекает в глубокие полости и углы ручья штампа.
Определение канавки сводится к выбору или расчету ширины и высоты мостика и магазина канавки, а также ее площади.
Среднюю площадь поперечного сечения заусенца находят по формуле
Sк.с = K з Sк |
, |
(14 ) |
|
|
где Kз – коэффициент заполнения канавки заусенцем (ориентировочные значения Kз приведены в таблице 4).
Таблица 4 – Значения коэффициентов Kз
При |
Масса |
|
Kз для |
|
При |
Масса |
|
Kз для |
|
|||||||
поковки, |
варианта |
поковки, |
варианта |
|
||||||||||||
штам- |
штам- |
|
||||||||||||||
|
кг |
|
канавки |
|
|
кг |
канавки |
|
||||||||
повке |
|
|
|
повке |
|
|
||||||||||
от |
|
до |
1 |
|
2 |
|
3 |
от |
|
до |
1 |
|
2 |
3 |
||
|
|
|
|
|
|
|
||||||||||
Плаш- |
— |
|
1 |
0,4 |
|
0,5 |
|
0,6 |
|
— |
|
1 |
0,3 |
|
0,4 |
0,5 |
1 |
|
5 |
0,5 |
|
0,6 |
|
0,7 |
Осадкой |
1 |
|
5 |
0,4 |
|
0,5 |
0,6 |
|
мя |
|
|
|
|
|
|||||||||||
5 |
|
— |
0,6 |
|
0,7 |
|
0,8 |
|
5 |
|
— |
0,5 |
|
0,6 |
0,7 |
|
|
|
|
|
|
|
|
||||||||||
Заполнение ручья штампа металлом можно разделить на несколько стадий. В первой стадии происходит свободная осадка заготовки, практически же осадка сопровождается частичным выдавливанием металла в углубления (полости) или прошивкой металла заготовки. Усилие штамповки на этой стадии небольшое.
При достижении металлом боковых стенок ручья начинается вторая стадия штамповки. Которая характеризуется возрастанием усилия штамповки и протекает она до начала образования заусенца.
На третьей стадии штамповки избыточный металл вытекает в канавку. Что сопровождается значительным возрастанием необходимого для деформации усилия. При этом штампы соединяются заусенцем, полость закрывается. Происходит интенсивное заполнение ручья его углов.
Четвертая стадия – окончательная штамповка поковки до заданной высоты. Затраты энергии на эту стадию составляют от 30 до 50 %, а абсолютная величина деформации лишь до одного процента.
В соответствии со своим назначением канавка имеет по ширине обычно два участка: низкий - мостик, прилегающий непосредственно к ручью и расположенный за ним более высокий - магазин.
На участке мостика создается сопротивление истечению металла из ручья в заусенец.
Магазин служит для размещения большей части избыточного объема заготовки.