

МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оренбургский государственный университет
Кафедра материаловедения и технологии материалов
Р.М. СУЛЕЙМАНОВ
ПРОЕКТИРОВАНИЕ СТАЛЬНОЙ ШТАМПОВАННОЙ ПОКОВКИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ПРАКТИЧЕСКОЙ РАБОТЕ
Рекомендовано к изданию Редакционно-издательским советом Оренбургского государственного университета
Оренбург 2001
1
ББК 34.51 С 89
УДК 621.73
ПРОЕКТИРОВАНИЕ СТАЛЬНОЙ ШТАМПОВАННОЙ ПОКОВКИ МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ПРАКТИЧЕСКОЙ РАБОТЕ
1 Цель работы
Научиться проектировать штампованную поковку и разрабатывать графический документ на неё в соответствии с действующими нормативными документами.
2 Основные сведения
2.1 Общие технические условия на штампованные поковки
Штампованной поковкой называют изделие или заготовку, полученные пластическим деформированием с помощью штампа при обработке металла давлением.
Техническими условиями (ТУ) называют документ, содержащий требования (совокупность всех показателей, норм, правил и положений) к изделию, его изготовлению, контролю, приёмке и поставке, которые нецелесообразно указывать в других конструкторских документах /1/.
Таким документом для поковок из конструкционной углеродистой, низколегированной и легированной стали, изготовляемых ковкой и горячей штамповкой, является ГОСТ 8479-70 /2/. В соответствии с этим стандартом поковки по видам и объёму испытаний разделяют на пять групп, указанных в таблице 1. Номер группы поковки указывают в технических требованиях на чертеже детали.
Поковки по механическим свойствам подразделяют на категории прочности, обозначаемые буквами КП и двузначным числом, которое соответствует значению предела текучести после окончательной термической обработки. Например, обозначение КП 315 показывает предел текучести 315 Н/мм2. В стандарте /2/ приведены категории прочности и соответствующие им нормы механических свойств (временное сопротивление, относительное удлинение и сужение, ударная вязкость), определяемые при испытании на продольных образцах, и нормы твёрдости.
Условное обозначение поковки приводят в технических требованиях под графическим изображением её. Например:
- поковка группы I:
Гр. I ГОСТ 8479-70;
2
-поковка группы II или III с твёрдостью НВ 143-179:
Гр. II (III) НВ 143-179 ГОСТ 8479-70;
-поковка группы IV или V с категорией прочности КП 440:
Гр. IV (V) КП 440 ГОСТ 8479-70.
Таблица 1 – Классификация поковок по видам и объёму испытаний /2/
Груп- |
|
|
Условия |
|
|
|
|
Кол-во поковок от |
||
па |
Вид |
|
|
Сдаточная |
||||||
|
комплектования |
партии, |
подлежа- |
|||||||
по- |
испытания |
характеристика |
||||||||
ковок |
|
|
партии |
|
|
|
|
щих испытанию |
||
|
|
|
|
|
|
|
|
|
|
|
|
Без испыта- |
Поковки |
одной |
|
|
|
|
|
||
I |
или разных |
ма- |
|
|
– |
|
– |
|||
ний |
|
рок стали |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Поковки одной |
|
|
|
|
|
||
|
Определение |
марки стали, со- |
|
|
|
5 % от партии, но |
||||
II |
вместно прошед- |
Твёрдость |
||||||||
твёрдости |
|
шие термиче- |
не менее 5 шт. |
|||||||
|
|
|
|
|
|
|
|
|||
|
|
|
скую обработку |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Поковки |
одной |
|
|
|
|
|
|
|
|
|
марки |
стали, |
|
|
|
|
|
|
III |
То же |
|
прошедшие |
тер- |
|
То же |
100 % |
|||
|
мообработку |
по |
|
|||||||
|
|
|
|
|
|
|
|
|||
|
|
|
одинаковому |
ре- |
|
|
|
|
|
|
|
|
|
жиму |
|
|
|
|
|
|
|
|
Испытание на |
Поковки |
одной |
Предел |
текуче- |
До 100 шт. – 2шт, |
||||
|
св. 100 шт. – 1 %, |
|||||||||
|
растяжение. |
плавки |
стали, |
|||||||
|
Определение |
совместно |
про- |
сти, |
относитель- |
но не менее 2шт. |
||||
IV |
ударной |
вяз- |
шедшие терми- |
ное |
сужение, |
(поковки с ниж- |
||||
кости. |
|
ческую |
обра- |
ударная |
вяз- |
ним и |
верхним |
|||
|
|
|
ботку |
|
|
кость. |
|
пределами твёр- |
||
|
Определение |
|
|
|
|
|
дости) |
|
||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
|
твердости |
|
|
|
|
|
|
– |
100 % |
|
|
|
|
|
|
|
|
|
|||
V |
Испытание на |
|
|
|
Предел |
текуче- |
100 % |
|||
|
растяжение. |
Принимается ин- |
сти, |
относитель- |
|
|
||||
|
Определение |
ное |
|
сужение, |
|
|
||||
|
ударной |
вяз- |
дивидуально |
ка- |
ударная |
вяз- |
|
|
||
|
кости. |
|
ждая поковка |
|
кость. |
|
|
|
||
3

–
2.2 Основные этапы и последовательность проектирования стальной штампованной поковки
Основными этапами проектирования стальной штампованной заготовки являются:
- анализ чертежа детали с точки зрения технологичности её конструкции;
- |
выбор способов нагрева и штамповки, типа нагревательного и штам- |
|
|
повочного оборудования, места и конфигурации поверхности разъёма |
|
|
штампа; |
|
- |
установление |
конструктивных характеристик поковки согласно |
|
ГОСТ 7505-89; |
|
-установление припусков на механическую обработку;
-расчёт номинальных линейных размеров поковки и установление минимальной величины радиусов закругления наружных углов;
-установление кузнечных напусков;
-расчёт номинальной массы поковки;
-проверка влияния номинальной массы поковки на ранее установленные степень её сложности и исходный индекс;
-установление допускаемых отклонений линейных размеров, радиусов закругления, допусков формы и расположения поверхностей поковки;
-расчёт массы и размеров исходной заготовки (прутка), коэффициента использования металла;
-формулирование технических требований на изготовление и приёмку поковки;
-разработка и оформление графического документа на поковку в соответствии с ГОСТ 3.1126-88.
2.2.1Анализ чертежа детали с точки зрения технологичности её конст-
рукции
Основными исходными данными для проектирования заготовки являются чертёж готовой детали с техническими условиями и объём выпуска продукции, определяющий тип производства.
Проектирование заготовки начинают с тщательного изучения чертежа детали, требований, предъявляемых к детали в целом и к отдельным её поверхностям. При оценке технологичности конструкции детали для её изготовления из штампованной поковки руководствуются такими показателями технологичности, как габариты и форма детали, штампуемоcть материала детали, форма и положение базовых поверхностей детали, соответствие размерных цепей типовой схеме, масса детали, наличие полостей и их протяжённость, показатели механических свойств.
4
Конструкция детали признаётся технологичной, если совокупность её свойств подтверждает приспособленность к достижению оптимальных затрат материала, энергии и труда при производстве детали в заданном количестве, с заданными показателями качества из штампованной заготовки. В противном случае потребуется корректировка чертежа, замена материала и т. д.
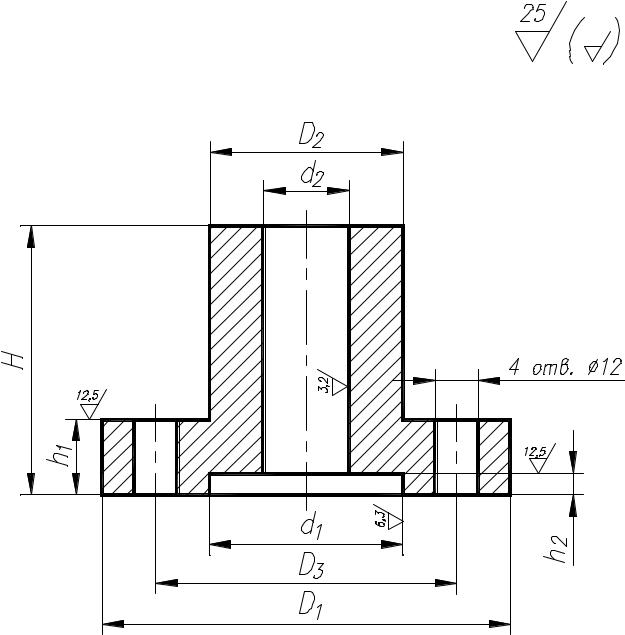
Для заданной в этой работе детали, изображённой, на рисунке 1, не требуется корректировка чертежа, и следует лишь дать краткое обоснование технологичности конструкции этой детали, руководствуясь приведёнными выше показателями технологичности.
Предельные отклонения размеров детали:
D1, D2 – h14; d1, d2 – H9,
остальных ±IT 14/2 согласно ГОСТ 25346-89
5
Примечание – Чертёж оформляют на листе формата А4 в соответствии с требованиями ЕСКД (размеры см. в таблице 3).
Рисунок 1 – Чертёж детали "Полумуфта"
6
2.2.2 Выбор способов нагрева и штамповки, типа нагревательного и штамповочного оборудования, места и конфигурации поверхности разъёма штампа
От способа нагрева и его режима зависят качество штампованных поковок, расход металла и топлива, стойкость инструмента, себестоимость поковок, а также условия труда в штамповочном цехе.
Различают нагрев пламенный, электрический и в жидкостях (в расплавленных солях, стекле). Современная технология горячей объёмной штамповки требует применения безокислительного и скоростного нагрева заготовок, что уменьшает окалинообразование и обезуглероживание, снижает газонасыщение, улучшает структуру и свойства металла, повышает его пластичность и тем самым облегчает горячую обработку давлением, уменьшает расход энергии на деформирование.
Выбор типа нагревательного оборудования зависит от типа производства (единичного, серийного или массового), вида штамповочного оборудования и степени его автоматизации, марки стали, размеров, степени точности и формы нагреваемых заготовок /3/. При выполнении данной практической работы рекомендуется выбрать электронагрев в индукционном нагревателе, при котором обеспечивается минимальная окалина, минимальное обезуглероживание, постоянство температуры, возможность быстрого пуска и останова нагревателя, регулирования темпа нагрева, а также возможность автоматизации его и улучшение условий труда.
Выбор способа штамповки (в открытом или закрытом штампе, т.е. облойной или безоблойной штамповки) и типа штамповочного оборудования (молот, пресс, горизонтально-ковочная машина и т.д.) зависит от типа производства, конструктивных особенностей детали, марки материала, точности отдельных поверхностей и требований механических свойств, условий обеспечения оптимальной макроструктуры готовой детали, экономичности, техпроцесса. Каждый из способов штамповки и типов штамповочного оборудования имеет свои преимущества и недостатки. Для рассматриваемой в данной практической работе детали, изображённой на рисунке 1, в равной степени могут быть применены штамповочный молот или пресс и оба способа штамповки. Однако конфигурация и размеры штампованной поковки в каждом случае будут различными, при этом ввиду лучшего течения металла вверх при штамповке на молоте формообразование фланцевой части поковки предусматривается в верхней части штампа (рисунок 2).
Способ штамповки и тип штамповочного оборудования обусловлены вариантом задания в соответствии с таблицей 2.
Поверхность разъёма штампа располагают посередине толщины фланца поковки при штамповке с облоем (в открытом штампе) как на молоте, так и на кривошипном горячештамповочном прессе (КГШП); при безоблойной штамповке (в закрытом штампе) совмещают с одной из торцовых поверхностей
7
поковки: верхней – при штамповке на молоте (см. рисунок 2,б), нижней – при штамповке на КГШП (см. рисунок 2,г). Такое расположение поверхности разъёма штампов в плоскости наибольшего диаметра поковки обеспечивает минимальную глубину ручья штампа, лёгкость извлечения отштампованной поковки, возможность контроля смещения. Так как конфигурация разъёма штампа представляет собой плоскость, то упрощается механическая обработка при изготовлении такого штампа.
а) |
б) |
в) |
г) |
а – в открытом штампе на молоте; б – в закрытом штампе на молоте; в – в открытом штампе на КГШП; г – в закрытом штампе на КГШП; 1 - контур заготовки; 2 - штампованная поковка
Рисунок 2 – Схемы штамповки
В некоторых случаях выбор места разъёма штампа определяется необходимостью получения благоприятной макроструктуры поковки.
8
Таблица 2 – Варианты задания (см. рисунок 1)
Вари- |
Номинальный размер детали, мм |
|
|
Материал детали: |
СШ |
Тип |
||||||||||||||
ант |
|
|
D |
1 |
D |
2 |
D |
3 |
d |
1 |
d |
2 |
H |
h |
h |
2 |
Сталь марки, ГОСТ |
КШО |
||
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|||||||
1 |
ш |
|
340 |
220 |
280 |
220 |
110 |
250 |
70 |
35 |
38ХГН ГОСТ 4543-71 |
ШО |
ШМ |
|||||||
2 |
ш |
|
330 |
210 |
270 |
210 |
110 |
250 |
65 |
30 |
35ХМ |
ГОСТ 4543-71 |
ШЗ |
ШМ |
||||||
3 |
ш |
|
330 |
200 |
265 |
200 |
110 |
280 |
60 |
25 |
15ХМ |
ГОСТ 4543-71 |
ШО |
КГШП |
||||||
4 |
ш |
|
320 |
200 |
260 |
200 |
100 |
230 |
65 |
30 |
45Х |
ГОСТ 4543-71 |
ШЗ |
КГШП |
||||||
5 |
ш |
|
310 |
200 |
265 |
220 |
90 |
230 |
60 |
30 |
50Г2 |
ГОСТ 4543-71 |
ШО |
ШМ |
||||||
6 |
ш |
|
300 |
190 |
250 |
200 |
80 |
220 |
60 |
25 |
5сп |
ГОСТ 380-88 |
ШЗ |
ШМ |
||||||
7 |
ш |
|
300 |
180 |
250 |
200 |
70 |
200 |
50 |
25 |
35 |
ГОСТ 1050-88 |
ШО |
КГШП |
||||||
8 |
ш |
|
300 |
180 |
240 |
180 |
80 |
250 |
40 |
20 |
12ХМ |
ГОСТ 4543-71 |
ШЗ |
КГШП |
||||||
9 |
ш |
|
280 |
170 |
230 |
180 |
70 |
170 |
50 |
25 |
20ГС |
ГОСТ 4543-71 |
ШО |
ШМ |
||||||
10 |
ш |
|
250 |
160 |
205 |
160 |
70 |
160 |
50 |
25 |
20Х |
ГОСТ 4543-71 |
ШЗ |
ШМ |
||||||
11 |
ш |
|
220 |
140 |
180 |
140 |
65 |
150 |
45 |
20 |
30 |
ГОСТ 1050-88 |
ШО |
КГШП |
||||||
12 |
ш |
|
190 |
125 |
160 |
125 |
60 |
140 |
40 |
20 |
45 |
ГОСТ 1050-88 |
ШЗ |
КГШП |
||||||
13 |
ш |
|
170 |
110 |
140 |
110 |
55 |
125 |
36 |
18 |
25ГС |
ГОСТ 4543-71 |
ШО |
ШМ |
||||||
14 |
ш |
|
140 |
100 |
120 |
100 |
50 |
110 |
32 |
15 |
30ХГСА ГОСТ 4543-71 |
ШЗ |
ШМ |
|||||||
15 |
ш |
|
130 |
80 |
105 |
80 |
40 |
100 |
30 |
15 |
40ХФА |
ГОСТ 4543-71 |
ШО |
КГШП |
||||||
|
|
Примечания |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
1 |
В графе СШ (способ штамповки) и КШО (кузнечно-штамповочное |
||||||||||||||||||
оборудование) приняты следующие сокращения: ШО – штамповка в открытом штампе, ШЗ – штамповка в закрытом штампе, ШМ – штамповочный молот, КГШП – кривошипный горячештамповочный пресс.
2 Во всех вариантах следует считать, что нагрев заготовок производится в электрических индукционных нагревательных установках непрерывного действия; тип производства поковок - крупносерийное.
3 Плотность стали ρ = 7,85.103 кг/м3.
4 Считать, что по видам и объёму испытаний и механическим свойствам поковки относятся к следующим группам:
варианты с 1 ш по 5 ш – Гр. IV КП345 ГОСТ 8479-70,
варианты с 6 ш по 10 ш – Гр. IV КП245 ГОСТ 8479-70, варианты с 11 ш по 15 ш – Гр. III ГОСТ 8479-70.
5 Поковки подвергаются следующей термической обработке: из стали 30ХГСА – закалка и отпуск до твёрдости 223-262 НВ, из стали 40ХФА – закалка и отпуск до твёрдости 235-277 НВ, из стали иных марок – нормализация до твёрдости 156-197 НВ.
9
2.2.3 Установление конструктивных характеристик поковки согласно ГОСТ 7505-89
К конструктивным характеристикам поковки относятся класс точности Т, группа стали М, индекс массы ИМ, степень сложности С, конфигурация поверхности разъёма штампа КШ и исходный индекс ИИ.
2.2.3.1Класс точности Т поковки устанавливается в зависимости от технологического процесса и типа штамповочного оборудования, а также исходя из предъявляемых требований к точности размеров поковки. Стандартом /4/ установлено 5 классов точности – от 1-го класса (обозначается Т1) до 5-го (обозначается Т5).
В данной работе можно принимать для штамповки на молоте (как в открытом, так и в закрытом штампах) Т4 или Т5, а для штамповки на КГШП в открытом штампе - Т4 или Т5, в закрытом - Т2 или ТЗ.
2.2.3.2В зависимости от средней массовой доли углерода и суммарной массовой доли легирующих элементов установлены три группы стали:
- М1 – сталь с массовой долей углерода до 0,35 % включ. и суммарной массовой долей легирующих элементов до 2,0 % включ.;
- М2 – сталь с массовой долей углерода свыше 0,35 % до 0,65 % включ. или с суммарной массовой долей легирующих элементов свыше 2,0 %
до 5,0 %; - М3 – сталь с массовой долей углерода свыше 0,65 % или с суммарной
массовой долей легирующих элементов свыше 5,0 %.
В данной работе к группе М1 относится сталь марок 15ХМ, 5сп, 12ХМ, 20ГС, 20Х, 30, 25ГС (варианты 3 ш, 6 ш, 8 ш, 9 ш, 10 ш, 11 ш и 13 ш); все ос-
тальные марки стали относятся к группе М2: 38ХГН, 35ХМ, 45Х, 50Г2, 35, 45, 30ХГСА и 40ХФА (варианты 1 ш, 2 ш, 4 ш, 5 ш., 7 ш, 12 ш, 14 ш и 15 ш).
2.2.3.3Индекс массы ИМ представляет собой номер строки в графе интервалов массы поковки таблицы 3.
Таблица 3 - Индекс массы поковки ИМ
Масса поковки, кг |
ИМ |
Масса поковки, кг |
|
ИМ |
|||||||
До 0,5 включ. |
1 |
Св. |
5,6 |
до 10,0 включ. |
6 |
||||||
Св. 0,5 до 1,0 |
включ. |
2 |
” |
10,0 |
“ |
20,0 |
“ |
7 |
|||
“ |
1,0 |
“ |
1,8 |
“ |
3 |
“ |
20,0 |
“ |
50,0 |
“ |
8 |
“ |
1,8 |
“ |
3,2 |
“ |
4 |
“ |
50,0 |
“ |
125,0 |
“ |
9 |
“ |
3,2 |
“ |
5,6 |
“ |
5 |
“ 125,0 |
“ |
250,0 |
“ |
10 |
|
На данном этапе проектирования, когда отсутствуют данные о размерах поковки, её массу можно установить лишь ориентировочно по формуле /4/
МП.Р = КР М Д , |
(1) |
где МП.Р – расчётная масса поковки, кг;
10
|
КР – расчётный коэффициент, зависящий от геометрической характери- |
||||||||
стики детали, изготовляемой из данной поковки; стандарт /4/ рекомендует при- |
|||||||||
нимать КР =1,5 −1,8 для круглых в плане деталей, какой является заданная де- |
|||||||||
таль ''Полумуфта" (см. рисунок 1); |
|
|
|
|
|
|
|
||
|
МД – масса детали, кг, определяемая расчётом по формуле |
|
|
||||||
|
М Д =Vρ 10−9 , |
|
|
|
|
|
|
|
(2) |
где |
ρ – плотность материала детали, кг/м3 (см. таблицу 2 примечание 3); |
||||||||
|
V – объём детали, мм3, вычисляемый на основании её чертежа путём раз- |
||||||||
бивки на элементарные геометрические фигуры. |
|
|
|
|
|
||||
|
В данной работе элементарными геометрическими фигурами, из которых |
||||||||
|
|
состоит деталь, являются цилиндры, как |
|||||||
|
|
это видно из рисунка 3. |
|
|
|
||||
|
|
Объём, детали равен |
|
+ 4V5 ). |
|
||||
|
|
VД =V1 |
+V2 −(V3 +V4 |
(3) |
|||||
|
|
Объём любого цилиндрического элемента |
|||||||
|
|
Vi равен |
= 1 πDi2 hi , |
|
|
|
|
||
|
|
Vi |
|
|
|
(4) |
|||
|
|
|
|
4 |
|
|
|
|
|
|
|
где Di |
– диаметр элемента, мм; |
|
|||||
|
|
hi |
– высота того же элемента, мм. |
||||||
|
Рисунок 3 – Схема разбивки |
Объёмы V1, V2 вычисляют по формулам: |
|||||||
|
на элементарные фигуры |
V = 1 |
πD2 |
(H −h ); |
|
V = 1 |
πD2 h . |
||
|
1 |
4 |
2 |
1 |
|
2 |
4 |
1 1 |
|
|
|
|
|
|
|
|
|
||
|
Объёмы, представляющие собой полости (отверстия) детали, вычисляют |
||||||||
по формулам |
|
|
|
|
|
|
|
|
|
|
V3 = 1 πd22 (H −h2 ); V4 = 1 πd12 h2 ; |
4V =πd |
2 |
h . |
|
|
|||
|
4 |
4 |
|
|
5 |
отв |
1 |
|
|
|
|
|
|
|
|
|
|
||
|
На одном из последующих этапов проектирования, когда будут опреде- |
||||||||
лены размеры поковки, следует уточнить значение МП.Р, используя для этого |
|||||||||
величину расчётного объёма поковки и плотность ,стали. |
|
|
|
|
|||||
|
2.2.3.4 Поковки по степени сложности подразделяют на четыре группы: |
||||||||
С1, С2, С3 и С4 /4/. Степень сложности С устанавливают по таблице 4 в зави- |
|||||||||
симости от отношения |
|
|
|
|
|
|
|
|
|
Vn =Vn Vф , |
(5) |
где Vn – объём поковки, мм3;
Vф – объём фигуры – цилиндра, в которую вписывается поковка, мм3, как это изображено на рисунке 4.
11

Таблица 4 – Степень сложности С
|
|
|
|
|
|
|
С |
|
|
|
|
Vn |
|
|
|
Св. 0,63 |
|
|
|
|
|
С1 |
|
” |
0,32 |
до 0,63 включ. |
С2 |
||||
” |
0,16 |
” |
0,32 |
” |
С3 |
||
|
|
” |
0,16 |
” |
С4 |
||
Рисунок 4 – К определению Vф
Объём поковки на данном этапе проектирования является величиной неизвестной, поэтому рекомендуется использовать соотношение
Vn = МП.Р 109 ρ, |
(6) |
где МП.Р – расчётная масса поковки, вычисленная по формуле (1); ρ – плотность стали, кг/м3, указанная в примечании 3 к таблице 2.
Объём фигуры Vф, в которую вписывается поковка, определяется как объём цилиндра высотой Нф, равной высоте Нп поковки, и диаметром Dф, рав-
ным диаметру D1n поковки, то есть по формуле
V |
= |
1 |
πD2 H |
|
(7) |
4 |
|
||||
ф |
|
ф |
ф |
|
Так как размеры поковки Нп и D1n на данном этапе проектирования не-
известны, то согласно /4/ допускается исходить из увеличения в 1,05 раза соответствующих габаритных линейных размеров готовой детали по чертежу (см. рисунок 1 и таблицу 2):
Dф =1,05D1 ; |
|
Hф =1,05H. |
|
|||||
Тогда объём фигуры (цилиндра) устанавливается из соотношения: |
|
|||||||
V |
= |
1 |
1,053πD2 H. |
(7а) |
||||
|
||||||||
ф |
4 |
|
|
1 |
|
|
|
|
На одном из последующих этапов проектирования, когда будут установ- |
||||||||
лены размеры поковки Нп и D |
|
, следует уточнить отношение |
|
, вычисленное |
||||
|
V |
|||||||
|
1 |
|
n |
|
||||
|
|
|
|
n |
|
|
|
|
по формуле (5), и степень сложности С.
2.2.3.5 Конфигурация поверхности разъёма штампа КШ является конструктивной характеристикой поковки, определяющей допускаемую величину смещения и остаточного облоя поковки, величину дополнительного припуска на её механическую обработку, а также определяющей трудоёмкость и себестоимость изготовления штампа.
12
Обозначение конфигурации поверхности разъёма штампа КШ
КШ Плоская ...........…………....... П
Симметрично изогнутая ...…. ИС Несимметрично изогнутая .... ИН
В данной работе предусматривается плоская поверхность – П.
2.2.3.6 Исходный индекс ИИ является интегральной конструктивной характеристикой поковки, в обобщённом виде учитывающей совокупность установленных ранее показателей: индекс массы ИМ, группу стали М, степень сложности С и класс точности Т. Исходный индекс ИИ используется для последующего установления основных припусков на механическую обработку поковки, а также допусков и допускаемых отклонений её линейных размеров.
Практика показала, что номографический метод определения исходного индекса, предусмотренный стандартом /4/, является неудобным, нередко приводит к ошибкам исполнителя и сдерживает переход к компьютеризации процесса проектирования поковки.
В связи с этим рекомендуется вычислять ИИ по формуле, представляю-
щей полином |
|
ИИ = ИМ + М +С +2(Т −2), |
(8) |
где ИИ – исходный индекс, изменяющийся в пределах натуральных чисел от 1 до 23 включительно;
ИМ – индекс массы, изменяющийся в пределах натуральных чисел от 1 до 10 включительно в соответствии с таблицей 3;
М – группа стали, принимающая значения 1, 2 или 3 в зависимости от марки её согласно п.2.2.3.2;
С – степень сложности, принимающая значения 1,2,3 или 4 согласно
таблице 4;
Т – класс точности, изменяющийся в пределах натуральных чисел от 1 до 5 включительно согласно п.2.2.3.1.
При изложении технических требований под графическим изображением спроектированной поковки в карте эскизов (КЭ) рекомендуется указывать показатели конструктивных характеристик в следующей последовательности:
Т – М – ИМ – С – КШ – ИИ .
Пример условного обозначения конструктивных характеристик штампованной поковки 2-го класса точности, группы стали М2, индекса массы ИМ=1 (масса поковки МП ≤ 0,5кг), 2-й степени сложности, с плоской (П) конфигура-
цией поверхности разъёма штампа и исходным индексом ИИ = 5: Штампованная поковка Т2 – М2 – ИМ1 – С2 – П – ИИ5 ГОСТ 7505-89.
2.2.4 Установление припусков на механическую обработку
Припуск – слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали.
13
Различают суммарный, основной и дополнительный припуски на механическую обработку.
Суммарный односторонний (на сторону) припуск включает в себя основной и дополнительные припуски.
Основной припуск (на сторону) устанавливают по таблице 5 в зависимости от исходного индекса, линейных размеров и параметра шероховатости поверхности детали.
Дополнительные припуски, учитывающие смещение поковки по поверхности разъёма штампа или отклонение от плоскостности, устанавливают по таблицам 6 и 7 в зависимости от индекса массы поковки (см. таблицу 3), класса точности и наибольшего диаметра поковки.
Для установления суммарного припуска (на сторону) применяют следующие соотношения:
- при обработке поверхностей вращения (цилиндрических)
Z DΣ |
= Z D + ZC ; |
Z ∑ = Zd |
i |
+ ZС; |
(9) |
i |
i |
di |
|
|
-при обработке плоских поверхностей
|
|
|
Z H∑ = Z H + Zо.п; |
Z ∑ |
= Zh + Zо.п |
(10) |
|||
|
|
|
|
|
|
|
h |
i |
|
∑ |
∑ |
|
∑ |
∑ |
|
i |
|
|
|
|
− суммарные припуски (на сторону) на обработку |
||||||||
где Z Di |
, Zdi |
|
|
, Z H |
, Zhi |
||||
Z D |
, Zd |
|
|
, Z H , Zh |
элементов с размерами, мм; |
|
|||
i |
− основные припуски (на сторону) на обработку тех |
||||||||
i |
|
|
i |
же элементов, мм; |
|
||||
ZC , Zо&п |
|
|
|||||||
|
– дополнительные припуски, мм, учитывающие со- |
||||||||
|
|
|
|
|
|
ответственно смещение и отклонение от плоско- |
|||
|
|
|
|
|
|
стности. |
|
|
|
2.2.5 Расчёт номинальных линейных размеров поковки и установление минимальной величины радиусов закругления наружных углов
Расчётные формулы для определения номинальных линейных размеров: - наружных цилиндрических поверхностей поковки
|
|
|
|
|
Di |
n |
= Di + 2Z DΣ ; |
|
|
|
|
|
|
(11) |
||
|
|
|
|
|
|
|
|
i |
|
|
|
|
|
|
|
|
|
- внутренних цилиндрических поверхностей поковки |
(12) |
||||||||||||||
|
|
|
|
|
din |
= di −2Zdi ; |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
Σ |
|
|
|
|
|
|
|
|
- противолежащих плоских поверхностей поковки |
|
|
|
||||||||||||
|
H n = H + 2Z H∑ ; |
h |
= h + Z Σ |
+ Z Σ |
; |
h |
= h |
+ Z ∑ −Z ∑ |
, |
(13) |
||||||
|
|
|
|
1n |
|
|
1 |
h1 |
H |
|
2n |
2 |
H |
h |
|
|
|
Di |
, di |
, H n , hi |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
где |
– соответствующие размеры поковки, мм; |
|
||||||||||||||
|
n |
n |
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
Di , di , H , hi
Z ∑ , Z ∑, Z ∑
Di di H
– размеры детали по её чертежу, мм;
, Zh∑ – суммарные односторонние (на сторону) припуски, мм.
i
14
Таблица 5 – Основные припуски на механическую обработку (на сторону) /4/
|
|
|
|
|
|
|
|
|
|
|
|
|
В миллиметрах |
||||
|
|
|
|
Высотные размеры Н, h1 детали |
|
|
|
|
|
||||||||
И |
|
До 25 |
|
|
Св. 25 |
|
|
|
Св. 40 |
|
|
|
|
Св. 63 |
|
||
И |
включительно |
до 40 включ. |
до 63 включ. |
|
до 100 включ. |
||||||||||||
индекс |
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр D1, D2 , d1, d2 |
и глубина h2 |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|||||||||
Исходный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 40 |
|
|
Св. 40 |
|
|
Св. 100 |
|
|
|
Св. 160 |
|
|||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
включительно |
до 100 включ. |
до 160 включ. |
|
до 250 включ. |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Параметр шероховатости Ra , мкм, по чертежу детали: |
|
|
|
|
|
|||||||||||
|
а – от 12,5 до 100 включ., б – от 1,6 до 10 включ., в – до 1,25 |
|
|||||||||||||||
|
а |
б |
в |
а |
б |
в |
а |
|
б |
|
в |
|
а |
|
б |
|
в |
1 |
0,4 |
0,6 |
0,7 |
0,4 |
0,6 |
0,7 |
0,5 |
|
0,6 |
|
0,7 |
|
0,6 |
|
0,8 |
|
0,9 |
2 |
0,4 |
0,6 |
0,7 |
0,5 |
0,6 |
0,7 |
0,6 |
|
0,8 |
|
0,9 |
|
0,6 |
|
0,8 |
|
0,9 |
3 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
|
0,8 |
|
0,9 |
|
0,7 |
|
0,9 |
|
1,0 |
4 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
|
0,9 |
|
1,0 |
|
0,8 |
|
1,0 |
|
1,1 |
5 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
|
1,0 |
|
1,1 |
|
0,9 |
|
1,1 |
|
1,2 |
6 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
|
1,1 |
|
1,2 |
|
1,0 |
|
1,3 |
|
1,4 |
7 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
|
1,3 |
|
1,4 |
|
1,1 |
|
1,4 |
|
1,5 |
8 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
|
1,4 |
|
1,5 |
|
1,2 |
|
1,5 |
|
1,6 |
9 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
|
1,5 |
|
1,6 |
|
1,3 |
|
1,6 |
|
1,8 |
10 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
|
1,6 |
|
1,8 |
|
1,4 |
|
1,7 |
|
1,9 |
11 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
|
1,7 |
|
1,9 |
|
1,5 |
|
1,8 |
|
2,0 |
12 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
|
1,8 |
|
2,0 |
|
1,7 |
|
2,0 |
|
2,2 |
13 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
|
2,0 |
|
2,2 |
|
1,9 |
|
2,3 |
|
2,5 |
14 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
|
2,3 |
|
2,5 |
|
2,0 |
|
2,5 |
|
2,7 |
15 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
|
2,5 |
|
2,7 |
|
2,2 |
|
2,7 |
|
3,0 |
16 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
|
2,7 |
|
3,0 |
|
2,4 |
|
3,0 |
|
3,3 |
17 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
|
3,0 |
|
3,3 |
|
2,6 |
|
3,2 |
|
3,5 |
18 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
|
3,2 |
|
3,5 |
|
2,8 |
|
3,5 |
|
3,8 |
19 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
|
3,5 |
|
3,8 |
|
3,0 |
|
3,8 |
|
4,1 |
20 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
|
3,8 |
|
4,1 |
|
3,4 |
|
4,3 |
|
4,7 |
21 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
|
4,3 |
|
4,7 |
|
3,7 |
|
4,7 |
|
5,1 |
22 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
3,7 |
|
4,7 |
|
5,1 |
|
4,1 |
|
5,1 |
|
5,6 |
23 |
3,4 |
4,3 |
4,7 |
3,7 |
4,7 |
5,1 |
4,1 |
|
5,1 |
|
5,6 |
|
4,5 |
|
5,7 |
|
6,2 |
|
Примечание |
– Таблица, приведённая выше, имеет продолжение |
|||||||||||||||
на следующей странице для высотных размеров, превышающих 100 мм, и для диаметра и глубины, превышающих 250 мм.
15
Продолжение таблицы 5 |
|
|
|
|
|
|
|
|
|
В миллиметрах |
|||||||||||
И |
|
|
|
|
|
Высотные размеры Н, h1 детали |
|
|
|
|
|
||||||||||
|
Св. 100 |
|
|
Св. 160 |
|
|
|
|
|
|
|
|
|
|
|
||||||
И |
|
|
|
|
|
Св. 250 |
|
|
|
–– |
|
||||||||||
индекс |
до 160 включ. |
до 250 включ. |
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
Диаметр D1, D2 , d1, d2 |
и глубина h2 |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
Исходный |
|
Св. 250 |
|
|
Св. 400 |
|
|
Св. 630 |
|
|
Св. 1000 |
|
|||||||||
до 400 включ. |
до 630 включ. |
до 1000 включ. |
до 1600 включ. |
||||||||||||||||||
|
|||||||||||||||||||||
|
Параметр шероховатости Ra , мкм, по чертежу детали: |
|
|
|
|
|
|||||||||||||||
|
а – от 12,5 до 100 включ.; б – от 1,6 до 10 включ.; в – до 1,25 |
|
|||||||||||||||||||
|
а |
|
6 |
|
в |
а |
|
6 |
|
в |
а |
|
6 |
|
в |
а |
|
6 |
|
в |
|
1 |
0,6 |
|
0,8 |
|
0,9 |
– |
|
– |
|
– |
– |
|
– |
|
– |
– |
|
– |
|
– |
|
2 |
0,7 |
|
0,9 |
|
1,0 |
0,8 |
|
1,0 |
|
1,1 |
– |
|
– |
|
– |
– |
|
– |
|
– |
|
3 |
0,8 |
|
1,0 |
|
1,1 |
0,9 |
|
1,1 |
|
1,2 |
1,0 |
|
1,3 |
|
1,4 |
– |
|
– |
|
– |
|
4 |
0,9 |
|
1,1 |
|
1,2 |
1,0 |
|
1,3 |
|
1,4 |
1,1 |
|
1,4 |
|
1,5 |
– |
|
– |
|
– |
|
5 |
1,0 |
|
1,3 |
|
1,4 |
1,1 |
|
1,4 |
|
1,5 |
1,2 |
|
1,5 |
|
1,6 |
1,3 |
|
1,6 |
|
1,8 |
|
6 |
1,8 |
|
1,4 |
|
1,5 |
1,2 |
|
1,5 |
|
1,6 |
1,3 |
|
1,6 |
|
1,8 |
1,4 |
|
1,7 |
|
1,9 |
|
7 |
1,2 |
|
1,5 |
|
1,6 |
1,3 |
|
1,6 |
|
1,8 |
1,4 |
|
1,7 |
|
1,9 |
1,5 |
|
1,8 |
|
2,0 |
|
8 |
1,3 |
|
1,6 |
|
1,8 |
1,4 |
|
1,7 |
|
1,9 |
1,5 |
|
1,8 |
|
2,0 |
1,7 |
|
2,0 |
|
2,2 |
|
9 |
1,4 |
|
1,7 |
|
1,9 |
1,5 |
|
1,8 |
|
2,0 |
1,7 |
|
2,0 |
|
2,2 |
1,9 |
|
2,3 |
|
2,5 |
|
10 |
1,5 |
|
1,8 |
|
2,0 |
1,7 |
|
2,0 |
|
2,2 |
1,9 |
|
2,3 |
|
2,5 |
2,0 |
|
2,5 |
|
2,7 |
|
11 |
1,7 |
|
2,0 |
|
2,2 |
1,9 |
|
2,3 |
|
2,5 |
2,0 |
|
2,5 |
|
2,7 |
2,2 |
|
2,7 |
|
3,0 |
|
12 |
1,9 |
|
2,3 |
|
2,5 |
2,0 |
|
2,5 |
|
2,7 |
2,2 |
|
2,7 |
|
3,0 |
2,4 |
|
3,0 |
|
3,3 |
|
13 |
2,0 |
|
2,5 |
|
2,7 |
2,2 |
|
2,7 |
|
3,0 |
2,4 |
|
3,0 |
|
3,3 |
2,6 |
|
3,2 |
|
3,5 |
|
14 |
2,2 |
|
2,7 |
|
3,0 |
2,4 |
|
3,0 |
|
3,3 |
2,6 |
|
3,2 |
|
3,5 |
2,8 |
|
3,5 |
|
3,8 |
|
15 |
2,4 |
|
3,0 |
|
3,3 |
2,6 |
|
3,2 |
|
3,5 |
2,8 |
|
3,5 |
|
3,8 |
3,0 |
|
3,8 |
|
4,I |
|
16 |
2,6 |
|
3,2 |
|
3,5 |
2,8 |
|
3,5 |
|
3,8 |
3,0 |
|
3,8 |
|
4,1 |
3,4 |
|
4,3 |
|
4,7 |
|
17 |
2,8 |
|
3,5 |
|
3,8 |
3,0 |
|
3,8 |
|
4,1 |
3,4 |
|
4,3 |
|
4,7 |
3,7 |
|
4,7 |
|
5,1 |
|
18 |
3,0 |
|
3,8 |
|
4,1 |
3,4 |
|
4,3 |
|
4,7 |
3,7 |
|
4,7 |
|
5,1 |
4,1 |
|
5,1 |
|
5,6 |
|
19 |
3,4 |
|
4,3 |
|
4,7 |
3,7 |
|
4,7 |
|
5,1 |
4,1 |
|
5,1 |
|
5,6 |
4,5 |
|
5,7 |
|
6,2 |
|
20 |
3,7 |
|
4,7 |
|
5,1 |
4,1 |
|
5,1 |
|
5,6 |
4,5 |
|
5,7 |
|
6,2 |
4,9 |
|
6,2 |
|
6,8 |
|
21 |
4,1 |
|
5,1 |
|
5,6 |
4,5 |
|
5,7 |
|
6,2 |
4,9 |
|
6,2 |
|
6,8 |
5,4 |
|
6,8 |
|
7,5 |
|
22 |
4,5 |
|
5,7 |
|
6,2 |
4,9 |
|
6,2 |
|
6,8 |
5,4 |
|
6,8 |
|
7,5 |
5,8 |
|
7,4 |
|
8,1 |
|
23 |
4,9 |
|
6,2 |
|
6,8 |
5,4 |
|
6,8 |
|
7,5 |
5,8 |
|
7,4 |
|
8,1 |
6,2 |
|
7,9 |
|
8,7 |
|
Разрешается округлять номинальные линейные размеры поковки с точностью до 0,5 мм.
Радиус закругления в сечении выпуклого участка поверхности поковки представляет собой радиус закругления наружного угла RH (рисунок 5). Центр закругления в этом случае находится в теле поковки.
В отличие от RH радиус закругления внутреннего угла RВ, т.е. радиус закругления в сечении вогнутого участка поверхности поковки имеет центр закругления вне тела поковки (см. рисунок 5).
16
Таблица 6 – Дополнительные припуски (на сторону) ZC, учитывая смещение по поверхности разъёма штампов
В миллиметрах
ИМ |
|
Припуски для классов точности |
ИМ |
|
Припуски для классов точности |
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Т1 |
Т2 |
|
Т3 |
|
Т4 |
|
Т5 |
|
|
|
Т1 |
|
Т2 |
Т3 |
Т4 |
Т5 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
0,1 |
0,1 |
|
0,1 |
|
0,1 |
|
0,2 |
|
|
6 |
|
0,2 |
|
0,3 |
|
0,3 |
0,3 |
0,4 |
|
||||
2 |
|
0,1 |
0,1 |
|
0,1 |
|
0,2 |
|
0,2 |
|
|
7 |
|
0,3 |
|
0,3 |
|
0,3 |
0,4 |
0,5 |
|
||||
3 |
|
0,1 |
0,1 |
|
0,2 |
|
0,2 |
|
0,3 |
|
|
8 |
|
0,3 |
|
0,4 |
|
0,4 |
0,5 |
0,6 |
|
||||
4 |
|
0,1 |
0,2 |
|
0,2 |
|
0,3 |
|
0,3 |
|
|
9 |
|
03 |
|
0,5 |
|
0,5 |
0,6 |
0,7 |
|
||||
5 |
|
0,2 |
0,2 |
|
0,3 |
|
0,3 |
|
0,3 |
|
|
10 |
|
0,4 |
|
0,6 |
|
0,6 |
0,7 |
0,9 |
|
||||
|
|
Примечание – В таблице приведены припуски для случая приме- |
|
||||||||||||||||||||||
нения штампов с плоской (П) поверхностью разъёма. Для штампов с изогну- |
|
||||||||||||||||||||||||
той поверхностью – см. таблицу 4 ГОСТ 7505-89 /4/. |
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Таблица 7 – Дополнительные припуски Zо.п |
(на сторону), учитывающие от- |
||||||||||||||||||||||||
клонение от плоскостности /4/ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В миллиметрах |
||||
Размер нормируемого |
|
|
|
|
Припуски для классов точности |
|
|
||||||||||||||||||
|
|
|
участка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
Т1 |
|
|
Т2 |
|
|
ТЗ |
|
Т4 |
|
|
Т5 |
|
|||||
|
|
|
До 100 включ. |
|
|
0,1 |
|
0,2 |
|
|
|
0,2 |
|
0,3 |
|
|
0,4 |
|
|||||||
Св. 100 |
“ 160 “ |
|
|
0,2 |
|
0,2 |
|
|
|
0,3 |
|
0,4 |
|
|
0,5 |
|
|||||||||
|
160 |
“ |
250 |
“ |
|
|
0,2 |
|
0,3 |
|
|
|
0,4 |
|
0,5 |
|
|
0.6 |
|
||||||
|
250 |
“ |
400 |
“ |
|
|
0,3 |
|
0,4 |
|
|
|
0,5 |
|
0,6 |
|
|
0,8 |
|
||||||
|
400 |
“ |
630 |
“ |
|
|
0,4 |
|
0,5 |
|
|
|
0,6 |
|
0,8 |
|
|
1,0 |
|
||||||
|
Примечания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
1 За размер нормируемого участка следует принимать соответственно Н |
|
|||||||||||||||||||||||
или D1 по чертежу детали. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
2 Припуски для размеров нормируемого участка св. 630 приведены в |
|
|||||||||||||||||||||||
таблице 5 ГОСТ 7505-89 /4/. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальную величину радиуса закругления RH наружного угла поковки в зависимости от её массы и глубины полости ручья штампа устанавливают по таблице 8.
Установленные радиусы закругления должны быть согласованы с припусками.
Величину радиуса закругления RВ внутренних углов устанавливают приблизительно в три раза больше соответствующего радиуса закругления RH наружных углов.
17