2.2 Масса детали
Определим массу детали по формуле:
m=V,
где m– масса детали, кг;
– плотность стали кг/ м3;
V– объем детали м3.
 Для чугуна принимаем =7,2103 кг/
м3,V=0,00013 m³.
Для чугуна принимаем =7,2103 кг/
м3,V=0,00013 m³.
 m=7200
0,00013=0,936кг
m=7200
0,00013=0,936кг
2.2 Количество деталей в партии.
По таблице 1определим тип производства. Так как масса детали маленькая и производственная программа10000деталей, то тип производства – серийное.
Количество деталей в партии можно определить по формуле

 ,
,
где N– годовая программа выпуска деталей;
t= 2 – число дней, на которое необходимо иметь запас готовых деталей для бесперебойной работы цеха;
Ф =254 – число рабочих дней в 2013году.
Принимаем N=10000,t=2, Ф=250.
 штук
штук
Принимаем количество деталей в партии 80штук.
По таблице 2определили, что вид производства среднесерийное.
3. Вид заготовки и припуски на обработку
Заготовкой называется предмет производства, из которого изменением формы, размеров, качества поверхностей и свойств материала изготовляют требуемую деталь. Выбор вида заготовки зависит от материала, формы и размера, её назначения, условий работы и испытываемой нагрузки, от типа производства.
Для изготовления деталей могут применяться следующие виды заготовок:
а) отливка из чугуна, стали, цветных металлов, сплавов и пластмасс для фасонных деталей и корпусных в виде рам, коробок, букс, челюстей и др.;
б) поковки - для деталей, работающих на изгиб, кручение, растяжение. В серийном и массовом производстве применяются преимущественно штамповки, в мелкосерийном и единичном производстве, а также для деталей крупных размеров - поковки;
в) прокат горячекатаный и холоднокатаный - для деталей вида валов, стержней, дисков и других форм, имеющих незначительно изменённые размеры поперечного сечения.
В нашем случае целесообразно изготовлять на отливку.
Производство – среднесерийное
Способ литья – в песчано-глинистые сырые формы из низковлажных высокопрочных смесей
Габариты отливки – до 100 мм.
Класс размерной точности – 10
Отношение элементов отливки – свыше 0,2 (48/63=0,76 без учёта припусков)
Тип линейной формы – многократная
Отливка – термообрабатываемая
Степень коробления отливки – 6
Степень точности поверхности отливки – 14
Допуски формы и расположения элементов отливки не более 0,4 мм
Ряды припусков – 7
Минимальный литейный припуск на сторону не более 0,8 мм
Минимальная толщина стенки отливки 4 м
Радиус скругления: 3 мм.
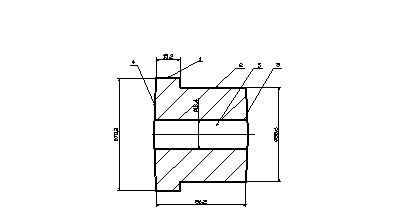
 Припуски
на обработку указаны в таблице 3.1:
Припуски
на обработку указаны в таблице 3.1:
Таблица 3.1
|
Размер детали |
Допуск размера |
Допуск формы |
Общий допуск |
Общий припуск |
Размеры заготовки |
|
48(длина) |
2,4 |
0,40 |
2,8 |
4,1 |
56,2±2,8 |
|
63(диаметр) |
2,4 |
0,40 |
2,8 |
3,6 |
70,2±2,8 |
|
25(отверстие) |
2,2 |
0,40 |
2,6 |
3,3 |
18,4±2,6 |
|
52(диаметр) |
2,4 |
0,40 |
2,8 |
3,3 |
58,6±2,8 |
|
10(торец) |
1,6 |
0,40 |
2,0 |
2,6 |
12,6±2,0 |
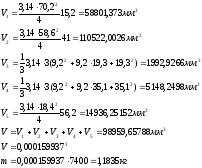
 Определим массу заготовки проектируемого
изделия:
Определим массу заготовки проектируемого
изделия:
m=ρ*V, гдеm– масса рассматриваемого изделия;
ρ– его плотность ( ρ = 7400кг/м3);
V– его объём;