11. Типы производств.
В основе разделения типов произ-ва лежит степень специализации рабочих мест (связанная со специализацией пред-тия), обуславливающая существенные различия в организации произ-ва и форм кооперирования. Характер специализации производственных подразделений, а следовательно и рабочих мест зависит от хар-ра загрузки последних. По хар-ру загрузки все рабочие места могут быть разделены на следующие группы:
рабочие места индивидуального производства, за которыми закрепляется только род работы, а операции вообще не закрепляются.
рабочие места серийного произв-ва, за которыми закрепляется несколько операций
рабочие места массового произв-ва, для которых характерны узкая специализация, закреп за рабочим местом одной операции.
По преобладанию рабочих мест той или иной группы относят пред-тие или цех к соотв-му типу производства:
индивидуальному
серийному
мссовому
Под индивид-ым или единичным производством понимают производство, при котором в небольших кол-ах изготав-ся продукция широкого ассортимента.
Серийным наз такое производство, при котором периодически производится большими или небольшими сериями продукция ограниченного или более широкого ассортимента.
При массовом произв-ве в больших кол-ах систематически изготавливается продукция весьма узкого ассортимента.
12. Способы организации производства.
В машиностроении изготовление деталей осущ-ся не штучно, а различными партиями. Тем самым достигается экономия времени за счет сокращения затрат вспомогательного и подготовительного времени. Если детали запускаются в производство поштучно, одна за другой, то в этом случае все технологические операции на каждой детали могут быть выполнены только последовательно. При запуске в произв-во партиями появляется возможност варьирования. В зависимости от возможностей и целей, которые ставятся при организации производства, обработка партий деталей может осущ-ся тремя способами: - последовательно,- ||-но-последовательно, - ||-но
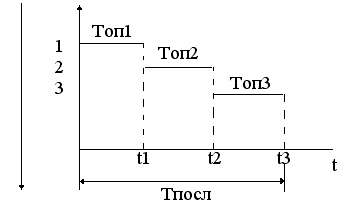
Последовательный способ
обработки. При нем вся партия деталей
передается с одного рабочего места на
др только целиком, т.е после окончания
обработки всех деталей входящих в данную
партию. На рис. показан процесс обработки
партии деталиn=4 шт. Весь
процесс включает 3 технологические
операции. Цикл обработки партии деталей
будет равен:Tц.посл=![]() Tц.посл=
Tц.посл=![]() , где
, где![]() -штучное
калькуляционное время на соотв-их
операциях,n-кол-во деталей
в партии;m– число операций
в пр-ном процессе.
-штучное
калькуляционное время на соотв-их
операциях,n-кол-во деталей
в партии;m– число операций
в пр-ном процессе.
Последовательный способ обработки партии наиболее простой. Однако при его использовании получается наибольшая длительность производственного цикла. Это объясняется тем, что при данном способе происходит пролеживание деталей.этот способ применяется в тех случаях, когда обработка деталей производится небольшими партиями , при частой смене номенклатуры продукции.
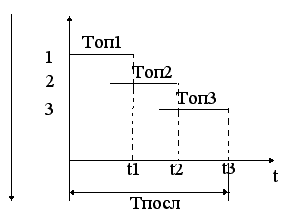
Параллельно-последовательный способ.
Он применяется для сокращения цикла
и достижения непрерывности произв-го
процесса. Сущность данного способа
заключается в том, что передача деталей
с одного рабочего места на следующее
осущ-ся не целиком всей партией, а
определенными частями – транспортными
(передаточными) партиями. Соответствующий
набор передаточных партий позволяет
добиться такого положения, при котором
все операции выполняются над партией
деталей непрерывно, что обеспечивает
возможность максимальной загрузки
оборудования и исполнителейTп-.посл=Тпосл-![]() .
, гдеn-размер партии
деталей ,m– число операций
в произв-ном процессе,tшт
– наименьшее время 2хсмежных
операций.
.
, гдеn-размер партии
деталей ,m– число операций
в произв-ном процессе,tшт
– наименьшее время 2хсмежных
операций.
Параллельно-последовательный способ обработки партий деталей применяется при сравнительно больших партиях деталей, операционных циклах и трудоемкости технологических операций. При сочетании этих трех компонентов эффективность данного способа по сравнению с послед-ым значительно возрастает.
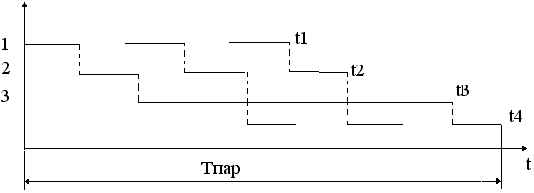
Параллельный способ. Если ставится задача добиться еще большего сокращения длительности цикла, то тогда используется этот метод. Он характеризуется тем, что транспортные партии или даже отдельные детали (все зависит о объемов производства) передаются на следующую операцию сразу после их обработки на данной операции. Наиболее продолжительную из всех операций произв-го процесса принято называть главной.
Расчеты показывают, что применение параллельного способа обработки партий деталей по сравнению с Tп-посл обеспечивает сокращение производственного цикла на 20-30%
Организация обработки партий таким способом требует больших затрат и специализированного оборудования. Этот способ применяется в крупнопартийном и массовом производстве.
|
|
|
|