

10. Объемно-календарный метод планирования (стандарт концепций mrpii и erp)
Календарный метод MRP не учитывает наличия ограниченных производственных мощностей. Поэтому основным, наиболее существенным моментом в развитии систем данного класса было включение в новую схему MRP II (планирование производственных ресурсов) модуля планирования мощностей на межцеховом и внутрицеховом уровнях, что позволяет сразу увидеть общую разбалансировку плана и более точно и эффективно осуществлять весь цикл планирования и оперативного управления производством.
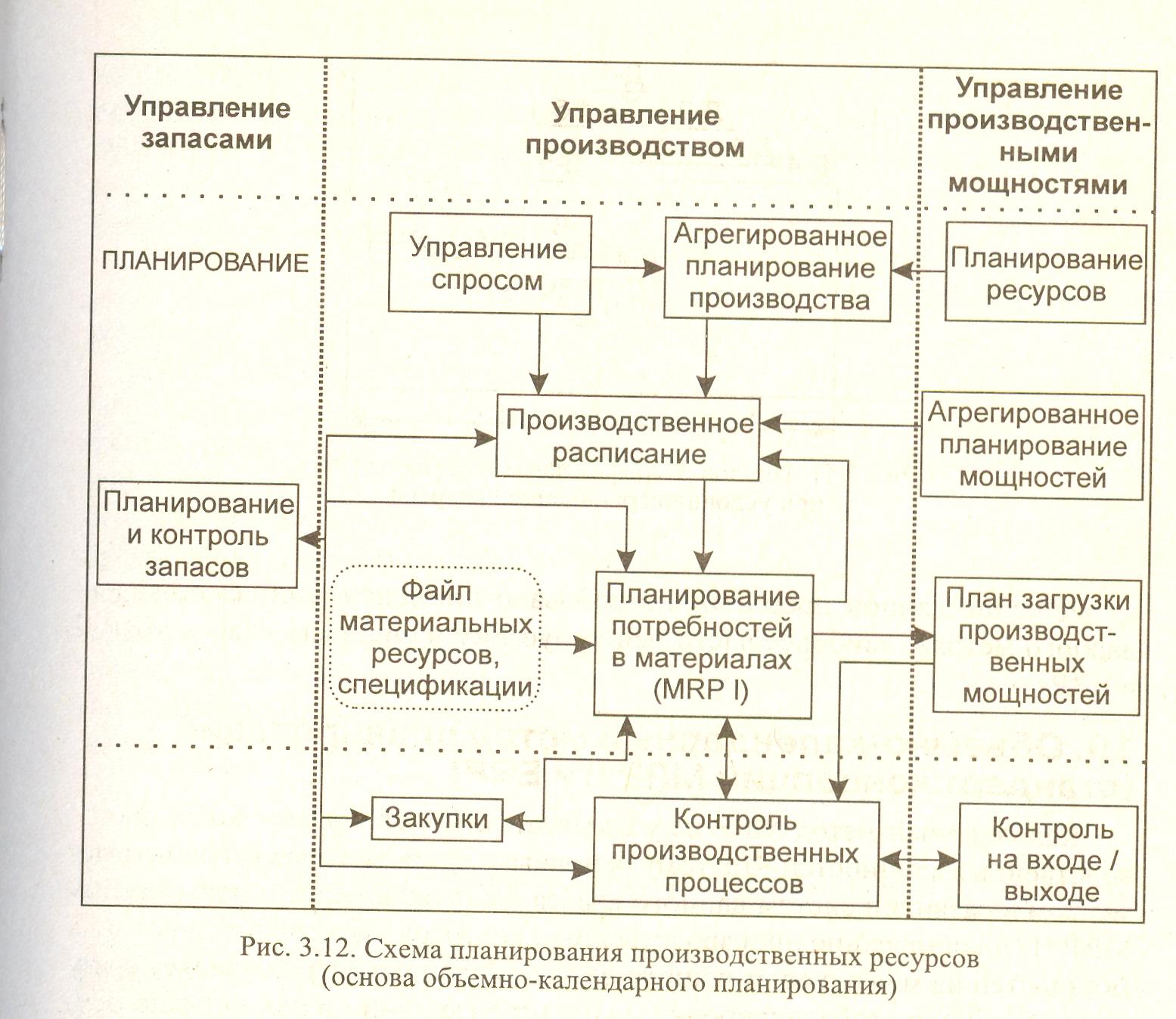
Структурно схема планирования производственных ресурсов (основа объемно-календарного планирования) представлена на рис. 3.12.
Результатом расчетов по схеме рис. 3.12 является формирование общего объемно-календарного плана-графика по всему портфелю заказов предприятия. Задача его построения заключается во взаимном сочетании работ и сроков выполнения заказов с учетом пропускной способности производственных мощностей.
Объемно-календарный план строится путем последовательного нанесения на график (по оси абсцисс которого отложено рабочее время, а по оси ординат — состав операций с соответствующим закрепленным за операцией числом рабочих мест) соответствующих упорядоченных работ по отдельным операциям с фиксацией их длительности (трудоемкости). При обнаружении в процессе составления плана «узких мест» или избытка производственных мощностей в отдельные периоды времени вносятся коррективы, сдвигающие или уплотняющие график работ, что отражается на цикловом графике путем изменения сроков и фронта работ.
В процессе поступления новых заказов в объемно-календарный план вносятся дополнения.
Такова общая упрощенная схема работы по объемно-календарному методу. Работа по данному методу чревата непредвиденным возникновением «узких» и «широких» мест в производстве, завышением уровня незавершенного производства, возникновением дефицита и т. д.
Объемно-календарный метод применяется в основном в системах класса MRPII и ERP. Использование интегрированных систем управления, построенных на концепции ERP, позволяет в некоторой мере компенсировать недостаток статичных методов планирования за счет оперативности выявления узких мест и большего резервирования производственных мощностей. Статичность объемно-календарного метода проявляется в упрощении представления о производственном процессе обработки партий деталей и усреднении показателей календарно-плановых расчетов. Подробнее о статичном и динамическом представлении хода производственного процесса см. [2].
Вместе с тем использование объемно-календарного метода недостаточно эффективно, мало соответствует сегодняшним требованиям, которые предъявляет рынок потребителя, и современным взглядам на управление, исповедуемым логистикой.
11. Концепция «Точно вовремя» (jiт) в сравнении с rp-стандартами
В зарубежной теории и практике производственного управления существуют две различные системы: «толкающего» и «тянущего» типов.
Представленные ранее системы оперативного планирования и управления и построенные на их основе методы являются своего рода «выталкивающими» системами (по западной терминологии), или RP-концепция-ми (MRP-ERP-CSRP-IRP). Принцип их работы заключается в том, что предметы труда в производственном процессе передаются с предыдущей на последующую производственную стадию по определенному расписанию на плановый период, по команде централизованной системы управления (рис. 3.13). В отечественной практике этот вид планирования был единственным, вместе с тем в рыночных условиях он применяется в основном на заготовительных предприятиях и предприятиях, изготовляющих стандартизированную продукцию.
 В
отличие от них концепция «Точно вовремя»
(ЛТ) относится к разряду
«тянущей»,
или
«вытягивающей»,
системы
(впервые была использована
в Японии), в основу которой положен
децентрализованный
принцип управления материальным
потоком, когда указания на начало
производства поступают непосредственно
от склада ГП или системы сбыта
предприятия. Обработка предметов труда
на предыдущей стадии
производственного процесса начинается
по команде (по мере необходимости)
от последующей стадии, и так по цепочке
от последней
В
отличие от них концепция «Точно вовремя»
(ЛТ) относится к разряду
«тянущей»,
или
«вытягивающей»,
системы
(впервые была использована
в Японии), в основу которой положен
децентрализованный
принцип управления материальным
потоком, когда указания на начало
производства поступают непосредственно
от склада ГП или системы сбыта
предприятия. Обработка предметов труда
на предыдущей стадии
производственного процесса начинается
по команде (по мере необходимости)
от последующей стадии, и так по цепочке
от последней
до первой производственной операции (рис. 3.14). Процесс происходит в направлении, обратном движению материального потока. Концепция ЛТ ориентирована преимущественно на стабильный спрос, работу с минимальным уровнем запасов или вообще без запасов, что при значительном колебании величины спроса приводит к дефициту и сбоям в системе.

Исключить данный недостаток позволило использование нового метода планирования МП и управления ими в производстве, разработанного на основе двух концепций RP и ЛТ, который носит название ОРТ (Optimized production technology — оптимизированная производственная технология) [см. 10, 11]. Другими недостатками ЛТ могут являться рост транспортных расходов и увеличение затрат на осуществление закупок.
В целом общие причины, способствующие популяризации концепции ЛТ, заключаются в возможности:
минимизации запасов незавершенного производства (межоперационных заделов);
работы «с колес», т. е. без создания заделов и запасов;
сокращения длительности производственного цикла;
гибкого реагирования на колебания спроса на продукцию и изменения в потребительском предпочтении;
уменьшения потребности в производственных и складских площадях;
достижения небольших объемов производства и индивидуализации выпускаемой продукции;
повышения общего качества;
сокращения затрат на содержание запасов и т. д.
Для внедрения концепции ЛТ в практику работы предприятия необходимо соблюсти достаточно строгие требования, иначе система вовсе не будет работать. К примеру, предприятиям США понадобилось 10—15 лет, чтобы наладить «вытягивающую» систему на качественную работу, поскольку для этого было необходимо:
наладить скоординированную работу с поставщиками и потребителями с использованием современных средств связи;
рационализировать структуру производственного процесса в направлении предметно-замкнутых участков и поточных линий;
применять современные методы, технологии производства и промышленное оборудование (станки с ЧПУ, роботы и т. д.);
точно соблюдать сроки поставок и уровень качества;
внедрить современные информационные системы управления;
• подготовить высококвалифицированных рабочих-универсалов. Реализация концепции ЛТ стала возможной благодаря использованию
информационной системы KANBAN, что в переводе с японского означает «карточка». Механизм работы данной системы построен на том принципе, что все рабочие места предприятия должны снабжаться предметами труда (материальными ресурсами) только в количестве, необходимом для выполнения заданного им рабочим местом-потребителем заказа, и строго в оговоренный срок. В данном случае отсутствует жесткий производственный график, а все производство на каждом рабочем месте строится на основе заказа, поступающего с последующего рабочего места. Средством передачи информации о потребностях и заказе является карточка KANBAN, которая реализована на бумажном или информационном носителе.
Существуют два вида карточек: карточка отбора (транспортная карта) и карточка производственного заказа. В транспортной карточке сообщается информация о виде и количестве деталей, которые необходимо забрать из накопителя и доставить к месту потребления; в карточках производственного заказа фиксируются наименование и количество деталей, которые должны быть изготовлены на предшествующем рабочем участке. Работа механизма «вытягивания» может быть представлена следующим образом (рис. 3.15). Выделим два рабочих места в производственном процессе, обозначив их как «поставляющее рабочее место (РМ)» и «потребляющее рабочее место», которые взаимодействуют между собой через накопитель оборотного и страхового заделов предметов труда в контейнерах. Каждый контейнер имеет прикрепленную к нему одну из двух видов карточек: транспортную карточку, если контейнер движется от накопителя к потребляющему РМ, когда он заполнен, и от потребляющего РМ к накопителю, когда он пуст; карточку заказа, когда контейнер движется от накопителя к поставляющему РМ, когда он пуст, и от него к накопителю, когда он заполнен.

Замена на контейнере одного вида карточки на другой, относящийся к одному сорту деталей, может происходит только в накопителе, где циклы оборота карточек пересекаются. Замена карточки того же вида, но относящейся к другому сорту деталей, может происходить только на потребляющем или поставляющем РМ через картотеки 1 и 2 соответственно.
Механизм оборота карточек и работы «вытягивающей» системы состоит из трех фаз.
Потребляющее РМ, получив заказ от последующего по ходу производственного процесса РМ, определяет свою потребность в деталях, необходимых для выполнения данного заказа. Из картотеки 1 отбираются соответствующие транспортные карточки, которые по мере освобождения контейнеров по одной прикрепляются к ним и транспортируются в накопитель.
В накопителе на основании информации транспортных карт отбираются контейнеры, заполненные необходимыми деталями. С них снимаются карточки заказа и прикрепляются на поступившие пустые контейнеры, с которых, в свою очередь, транспортные карточки перевешиваются на отобранные заполненные контейнеры. Таким образом, на каждом отобранном контейнере с деталями карточка заказа меняется на транспортную карточку, а на пустых контейнерах транспортные карточки меняются на карточки заказа. Заполненные контейнеры с транспортными карточками перемещаются к месту потребления. Пустые контейнеры с карточками заказа отправляются к поставляющему РМ.
3. Поставляющее РМ, получив из накопителя пустые контейнеры с карточками заказа, приступает к обработке деталей (необходимого сорта и в необходимом количестве, указанном на карточке) и планирует свою потребность в материалах с дальнейшим размещением заказа на предыдущих по ходу производственного процесса рабочих местах. В случае если поставляющее РМ еще занято обработкой предыдущих заказов, вновь поступивший заказ становится в очередь (в картотеку 2). Когда заказ исполнен и контейнеры заполнены, они с прикрепленными карточками заказа отправляются в накопитель, где соответствующий запас пополняется до необходимого уровня .
Такова общая схема работы системы KANBAN.