

9. Календарный метод планирования материальных потребностей (стандарт системы mrp I)
Типовой календарный метод планирования MRP состоит из ряда логически связанных процедур, правил и требований, переводящих производственное расписание (план выпуска продукции) в последовательность требований, синхронизированных по времени, и запланированных покрытий этих требований для каждой единицы материального ресурса, необходимого для изготовления изделия.
Задачами системы календарного планирования являются отыскание Длины совокупного производственного цикла изготовления изделия, календарного времени опережения запуска в производство деталей или их закупки по отношению к срокам сборки сборочных единиц, определение зависимого спроса на детали и сборочные узлы, управление запасами незавершенного производства, планирование производственных операций, корректировка по мере необходимости производственного расписания.
Система MRP решает три взаимосвязанные проблемы: что производить, в каком количестве и когда.
Данная система строится на основе заданного производственного расписания (сформированного по заказам потребителей и на прогнозе спроса), которое определяет сроки и объемы производства конечного изделия (табл. 3.2).
Таблица 3.2 Производственное расписание на изготовление изделия И
|
Изделие |
Недели планового периода | |||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
И |
|
|
|
X |
|
|
|
Y |
Затем система последовательно определяет время и необходимое количество материальных ресурсов для удовлетворения потребностей производственного расписания (рис. 3.8).
Для расчета необходимы данные:
о материальных ресурсах и спецификациях на изделие (состав изделия), содержащие всю требуемую информацию о номенклатуре и основных параметрах сырья, материалов, компонентов, полуфабрикатов и т. п., которые необходимы для изготовления (сборки) изделия;
о нормативных сроках изготовления каждого элемента или компонента изделия или длительности их производственного цикла;
о нормах расхода материальных ресурсов на единицу изготавливаемой детали, сборочного компонента и готового изделия;
о наличных запасах материальных ресурсов.

Процесс создания конечного изделия (И) включает изготовление или закупку всех деталей (Д), сборку всех сборочных (Сб) единиц (узлов, агрегатов, механизмов), сборку, отладку и контроль готового изделия. При этом предполагается, что различные детали изготавливаются одновременно, а длительность совокупного производственного цикла определяют по ведущей детали. Тогда производственный цикл изделия рассчитывают по формуле
ТЦ = ТЦД+ТЦС
где Тцд — производственный цикл изготовления ведущей детали, т. е. у которой он имеет максимальную продолжительность; ТЦС — производственный цикл сборочных и испытательных работ. Нормативный срок изготовления каждого компонента изделия и длительность производственного цикла окончательной'сборки изделия определяются как ti.
Структура производственного цикла изделия И определяется составом операций, необходимых для изготовления промежуточных компонентов, и связями между этими компонентами и соответствующими операциями. Таким образом, состав операций зависит от номенклатуры деталей, сборочных единиц, их количества и технологических процессов изготовления и сборки. Взаимосвязь операций и процессов предопределяется схемой изготовления изделия и производственными условиями. Схема изготовления изделия (состав изделия) представляется в виде уровневого построения изделия (рис. 3.9)

Итак, одно изделие И состоит из сборочных единиц Сб-1, Сб-2, Сб-3 в количестве 2 шт., 1 шт., 1 шт. соответственно. В свою очередь, одна сборочная единица Сб-1 включает 3 шт. детали Д-1 и 1 шт. сборочной единицы Сб-4 и т. д. Количество каждого компонента для производства единицы детали верхнего уровня соответствует значениям, проставленным в скобках при компонентах.
Расчет количества составных элементов для сборки изделия И в количестве X единиц сводится в табл. 3.3.
Таблица 3.3
|
Элемент |
Количество | |
|
И |
X (для 4-й недели) |
Y (для 8-й недели) |
|
Сб-1 |
2Х |
2Y |
|
Сб-2 |
IX |
1Y |
|
Сб-3 |
IX |
1Y |
|
Д-1 |
(3 х 2)Х |
(3 х 2)Y |
|
Сб-4 |
(1х2)Х |
(lx2)Y |
|
… |
… |
… |
|
Д-2 |
(2 х 1 х 2)Х |
(2 х 1 х 2)Y |
|
… |
… |
… |
В
соответствии с данными по наличному
запасу ресурсов z,
на
каждый элемент
i
(изделие, сборочная единица, деталь)
необходимо в расчетах скорректировать
истинную (чистую) производственную или
закупочную потребность
![]()
![]() исходя
из общей (полной) потребности
исходя
из общей (полной) потребности
![]() тогда
тогда
![]() =
=![]() qПi
- Zi
qПi
- Zi
Заранее определенные нормативы времени изготовления деталей, сборочных единиц и сборки готового изделия или времени поставки компонентов от поставщика tt влияют на общую продолжительность цикла изготовления изделия и определяют расчетное опережение срока запуска в производство очередного компонента или момента заказа у поставщика необходимых материальных ресурсов.
Совокупные расчеты по календарному планированию сводятся в табл. 3.4.
Таблица 3.4 Табличная форма календарно-плановых расчетов
|
Время изготовления или поставки (ti)
|
Наличный запас на момент расчета (Zi)
|
Элемент
|
Наименование расчетных данных
|
Недели | |||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||
|
ТИ |
ZИ |
И |
Полная потребность |
|
|
|
X |
|
|
|
Y |
|
|
|
|
Наличный запас |
|
|
|
|
|
|
|
|
|
|
|
|
Чистая потребность |
|
|
|
|
|
|
|
|
|
|
|
|
Опережение начала изготовления или заказа у поставщика |
|
|
|
|
|
|
|
|
|
TСБ-1 |
ZСБ-1 |
Сб-1 |
Полная потребность |
|
|
|
|
|
|
|
|
|
|
|
|
Наличный запас |
|
|
|
|
|
|
|
|
|
|
|
|
Чиста потребность |
|
|
|
|
|
|
|
|
|
|
|
|
Опережение начала изготовления или заказа у поставщика |
|
|
|
|
|
|
|
|
|
… |
… |
… |
… |
… |
… |
|
|
|
|
|
… |
На основе табличных расчетов можно построить цикловой график изготовления изделия (рис. 3.10).

Пример календарно-плановых расчетов MRPI и варианты для самостоятельной проработки приведены в практическом задании 1 (Задача № 1).
Данный цикловой график построен для условий, когда изготовление изделия не лимитируется составом оборудования производственных цехов и участков, что характерно для метода MRP и является его одним из основных недостатков. То есть предполагается максимальное запараллеливание работ, в связи с чем длительность цикла будет минимальной.
Вместе с тем условия производства, ограничения по ресурсам могут потребовать выполнения некоторых работ последовательно, например сборочные единицы Сб-1 и Сб-2 собираются и отлаживаются на одном и том же стенде, прежде чем поступают на общую сборку; тогда это приведет к смещению работ в календарном плане и к увеличению продолжительности циклового графика (рис. 3.11).
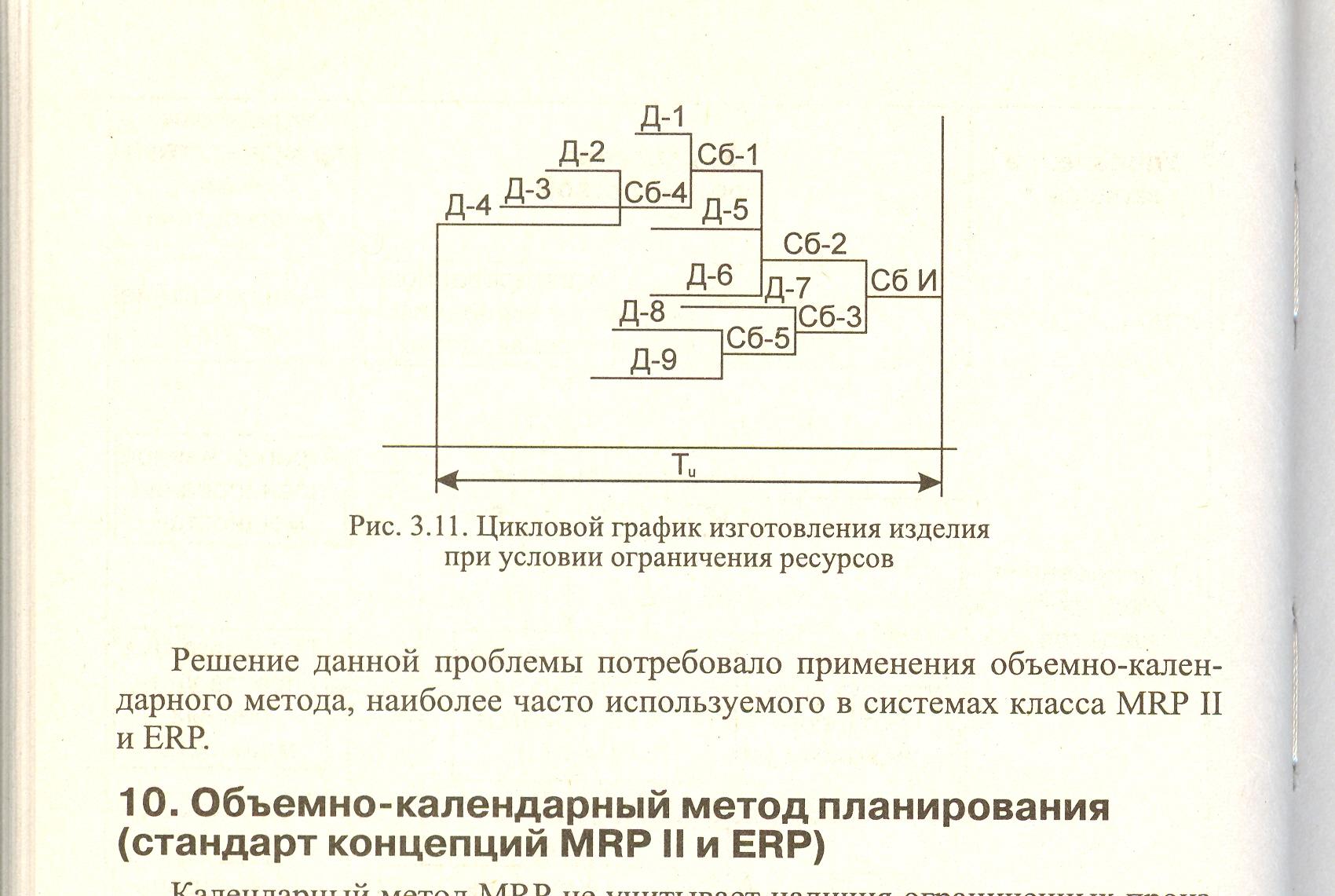
Решение данной проблемы потребовало применения объемно-календарного метода, наиболее часто используемого в системах класса MRP II и ERP.