

6.2 Технологический расчёт колонны к-2
6.2.1. Материальный баланс колонны к-2
Материальный баланс колонны и необходимые для расчета колонны данные представлены в табл.6.5
Таблица 6.5
Материальный баланс колонны К-2
|
Статьи баланса |
Расход, % мас. |
Расход, кг/ч |
Плотность,
|
Температура кипения фракции, оС |
Молярная масса |
|
Взято: |
|
|
|
|
|
|
Нефть отбензиненная |
100 |
944092 |
– |
– |
– |
|
Итого |
100 |
944092 |
– |
– |
– |
|
Получено: |
|
|
|
|
|
|
1. Фракция 100-180 оС |
15,9 |
150111 |
0,748 |
145 |
113 |
|
2. Фракция 180-230 оС |
11,2 |
105738 |
0,794 |
205 |
160 |
|
3. Фракция 230-280 оС |
9,9 |
93465 |
0,825 |
255 |
205 |
|
4. Фракция 280-350 оС |
13,8 |
130285 |
0,856 |
315 |
262 |
|
5. Мазут |
49,2 |
464493 |
0,917 |
494 |
383 |
|
Итого |
100 |
944092 |
– |
– |
– |
- значение плотностей и молярных масс фракций нефти определены по соответствующим кривым плотностей и молярных масс перерабатываемой нефти (см. рис. 6.2).
- за среднюю температуру кипения фракций принята их температура 50% - ного выкипания (см. рис. 6.2).
6.2.2. Выбор конструкции основной колонны, числа и типа тарелок
Основная атмосферная колонна К-2 работает по схеме с двухкратной ректификацией и состоит из четырех простых колонн. Каждая из простых колонн имеет укрепляющую и отгонную секции. На каждую отбираемую фракцию устанавливаем 6-12 тарелок.
Стриппинги выполняют важную роль. При небольшом расходе водяного пара в стриппинг повышается температура начала кипения и понижается температура вспышки получаемой фракции. Разница между температурой отбираемой из стриппинга фракцией и температурой поступающей в стриппинг флегмы составляет 7-30 оС и зависит от расхода водяного пара, количества флегмы и доли отгона в стриппинге и требований к получаемой фракции
Вывод флегмы из основной колонны в стриппинг-колонну осуществим с двух тарелок, что позволит, изменяя отбор флегмы с этих тарелок, регулировать фракционный состав фракции, получаемой из отпарной колонны.
Ввод отпаренных легких фракций из стриппинг-колонны в основную колонну осуществим на одну тарелку выше, по отношению к тарелке вывода флегмы из основной в отпарную колонну.
Конструкция колонны должна обеспечить пребывание жидкости – мазута в отгонной части не менее 5-10 минут. Это время обеспечивает необходимые условия для отпарки легких компонентов из мазута и это время (10 минут) заложим в определение высоты уровня мазута в колонне.
Количество тарелок по высоте колонны принимаем из практических данных. Используем клапанные тарелки. Общее число тарелок в основной колонне на действующих установках колеблется от 36 до 56. При выборе числа тарелок по высоте колонны воспользуемся данными из заводской практики.
В отгонной части колонны принимаем четыре тарелки, n1 = 4.
В укрепляющей части колонны - от зоны питания до тарелки вывода фракции 280-350 ºС принимаем 8 тарелок (с 5 по 12 тарелку, считая снизу), n2 = 8.
Схема колонны К-2
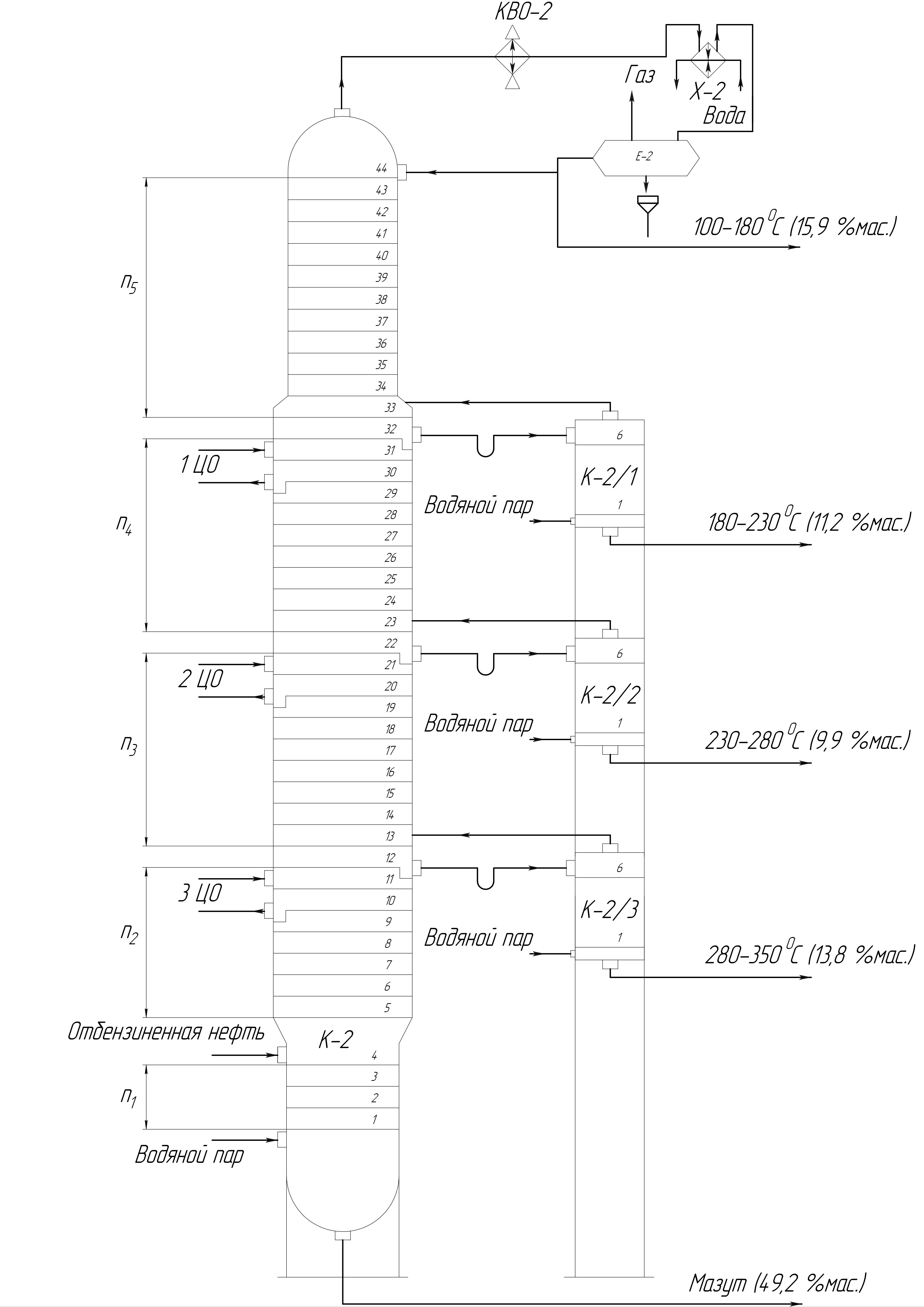
Рис. 6.3.
От тарелки вывода фракции 280-350 ºС до тарелки вывода фракции 230-280 ºС принимаем 10 тарелок (с 13 по 22), n3 = 10.
От тарелки вывода фракции 230-280 ºС до тарелки вывода фракции 180-230 ºС принимаем 10 тарелок (с 23 по 32), n4 = 10.
В верхней части колонны от тарелки вывода фракции 180-230 ºС до верха колонны принимаем 12 тарелок (с 33 по 44), n5 = 12.
Итого в колонне принято 44 тарелки, из которых в укрепляющей части 40 шт., а в отгонной - 4 шт (см. рис.6.3)